 电子发烧友App
电子发烧友App


【摘 要】介绍了在机场行李系统自动控制过程中,PLC(可编程逻辑控制器)的控制方法、PLC与安检系统的联动控制、PLC梯形图的编程以及PLC与监视中心计算机的数据交换。
关键词:PLC 梯形图 联动控制 监视计算机
1 引 言
PLC(Program Logic Control,可编程逻辑控制器)具有编程容易、通用性强、可靠性高、控制系统构成简单、维护方便等优点,常用作监控系统的一种现场设备,它擅长对开关信号进行时序逻辑和组合逻辑控制,具有实时信号数据采集、出色的可编程控制能力、集中图形显示、智能化数据处理、自动打印记录等诸多优点。这种系统功能齐全、性能稳定、性价比高,深受众多用户的青睐,目前在工业自动化领域中应用十分广泛。南京禄口国际机场的行李处理系统就采用了AEGModicon公司的PLC产品,通过PLC完成行李处理系统(BHS,Ba ggage Handling System)与安检系统(SCS,Security Control System)联动的PLC控制程序编程,接受火灾报警系统(FIAS,Fire Information Alarm System)的火警信号自动处理,同时完成PLC向行李监视中心计算机实时信号传递的编程。
2 PLC的工作原理
PLC由CPU、控制电路及与CPU连接的I/O(输入/输出)模块组成,输入模块接受现场传感设备的电信号,并将该电信号转换成能被CPU处理的电平信号,CPU在系统软件的控制下,在进行必要的内务处理之后,按照编写的梯形图网络的顺序号,逐一解读,直到最后一个网络。输出模块把CPU解读程序逻辑的结果以必需的电压或电流信号的形式送给现场的有关设备。
3 行李系统控制要求
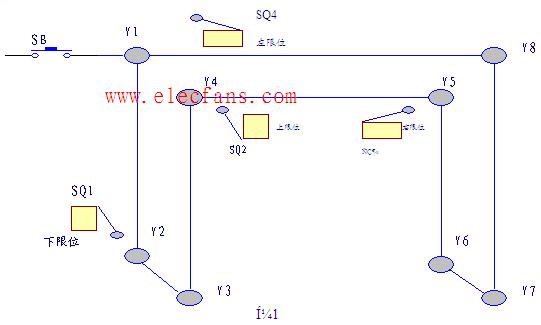
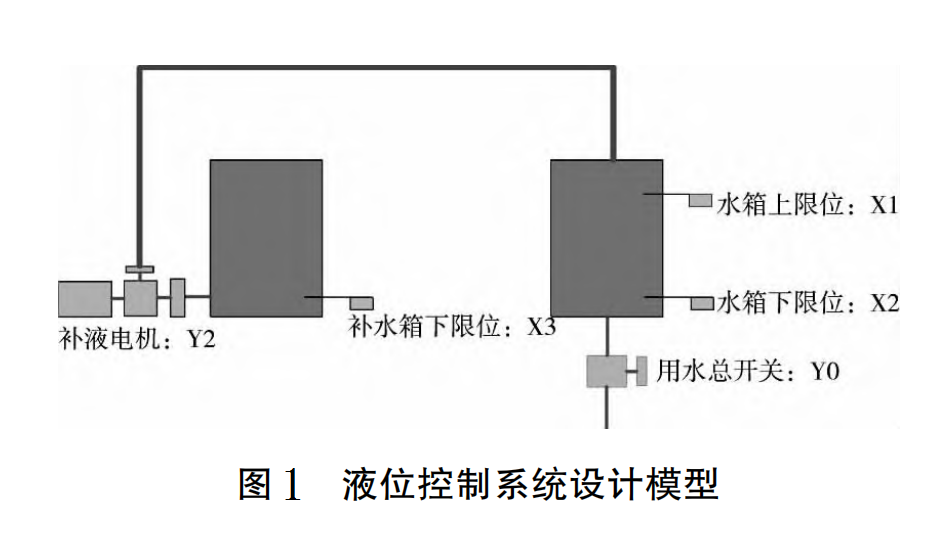
行李系统由4个到港子系统和3个离港子系统组成,每个子系统由2条输送线、1个转盘和1个控制柜组成。所有现场实时信号通过以太网送至监视中心的计算机上,集中图形显示,自动报警并打印错误信息。系统结构见图1。

4 PLC的选用及控制过程
为了实现行李系统的控制功能,提高工作人员的工作效率,禄口机场的行李处理系统选用了Modicon公司的984-145(到港系统)和984-E685(离港系统)两种型号的PLC,并配备了相应的I/O模块 。984-145型属于Modicon984紧凑型的PLC,它将大型PLC的功能放置在一个模块式、微型的组合件内。984-145PLC具有8K用户逻辑,1920个寄存器,含有一个Modbus接口,从而提供了可连接控制器、编程器 、操作员接口及主计算机的方法。984-145PLC还有一个Modbus+9针通讯口,一个为Modbus+口编址的DIP(Double Inline Package,双列直插式组件)开关和相应的Modbus+口LED指示灯,它可进行高性能 、点对点及网络广播通讯。984-685E型PLC适合中、大型应用场合,它支持5个本地800系列I/O机架及31个远程站。984-685E支持可选处理器以增加系统的性能和功能,包括S911热备处理器和D908分布式控制处理器。984-685E型PLC具有16K用户逻辑区,9999个寄存器,2个Modbus接口和1个Modbus-plus通讯口。每个控制柜留下了30%的冗余,以供将来拓展。
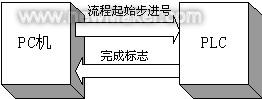
行李处理系统采用分散式控制原理,使用Modicon公司的Modbus Plus通讯网络,将7个控制柜与监视中心(MIS,Manage Information System)的监视计算机连接起来。通过支持Modbus Plus通讯能力PLC中的MSTR(Master System TravelRule,主要系统传送功能协议)功能块,网络允许监视计算机和每个PLC之间以1Mbps的速率启始信息的传递,进行网络控制、数据采集、在线远程编程、程序上装下装等操作,具备了完备的远程控制、信息采集、故障监视报警等多项先进的功能,这样,在监视中心(MIS)就可以监视现场设备的运行情况,故障发生的时间、地点及故障原因,以便及时处理。
5 PLC控制软件的编程
根据功能图表设计PLC的梯形图程序所用逻辑符号与继电器、接触器系统原理图的相应符号极其相似,人们能迅速熟悉该种编程语言,对于复杂的系统,在梯形图设计中采用大量的中间单元来完成记忆、联锁、互锁等功能,只要熟悉控制流程,分析起来比较容易,修改和阅读也很方便。
5.1 BHS与SCS的联动控制
行李系统与一组双通道X光机通过2条17+E芯通信电缆交换信息,并由PLC完成程序处理,然后将反应信号送至连在输出信号接口的电机及电气设备上,再通过行李LAN网络将监视信号送至MIS监视中心。
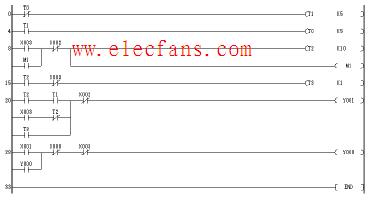
办票柜台与安检系统联动的行李PLC控制程序如图2所示。

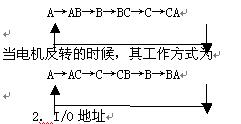
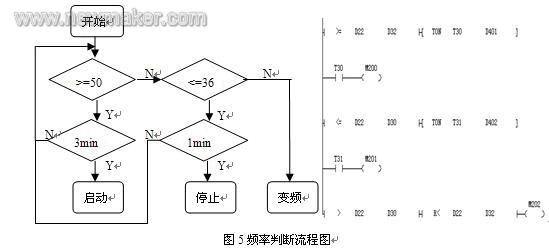
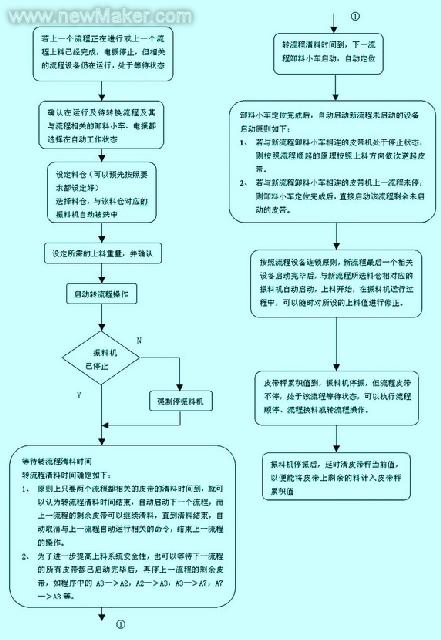
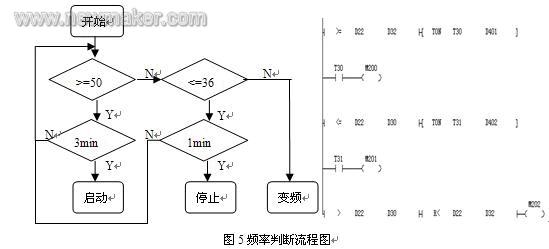
当行李输送线及X光机都处于工作状态的时候,PLC接受下列指令:X光机称重带缓动(10 106)、称重带运行(当称重带上的光电管被行李挡住时,就禁止称重带缓动,让称重带运行)、发送带运行(10 107)、SCS请求发送窗口(10108)。PLC完成如图3所示的程序的计算与控制。
D1X1处的发送带D1D1发出窗口请求至行李PLC.
PLC程序计算在同一时刻整个办票柜台有多少个X光机发出窗口请求至行李PLC。

PLC程序比较同一时刻X光机发出的请求,在行李主集送带上安排出相应的间隔距离,控制发送带弹送行李至主集送带的时机,防止包相互碰撞。

5.2 PLC至MIS监视中心的信号发送
当PLC控制程序运行时,需要将各程序控制点的状态信号由MSTR功能块送至MIS监视中心 ,由监视计算机进行信号处理并集中显示,便于维护人员及时发现故障并处理。

PLC将办票柜台各电机状态、开关及相应传感器的状态送至MIS监视计算机。同样也把输送线及转盘上的各种状态送至MIS监视计算机。

5.3 PLC的自动故障处理
PLC程序实时接收现场各种元器件及电机开关的信号,如发现异常,则自动进行故障处理 。其梯形图见图7 。
PLC程序还有对办票柜台的电机相应保护程序。

当电机过载或现场堵包时,由现场的压力传感器或光电管将信号传送给PLC。
PLC输出模块切断相应电机的控制开关(24V电压),切断电机电源。

5.4 BHS与FIAS的信息联络
PLC接受火灾报警系统(FIAS)的火警信号后,降下防火卷帘门,隔离着火分区,关闭相应输送线,同时将信息送至MIS。其梯形图如图10所示。

6 结束语
在机场行李处理系统中运用PLC进行自动控制,并运用计算机集成控制系统,这样的设计功能在行李系统投入运行后,可使办票人员简单、快捷地为旅客办理行李手续,极大地提高了工作效率,同时由于PLC的自动控制与自动保护以及监视中心的采用,能大幅减少系统维护人员的数量,减少系统设备事故的发生,从而产生较大的经济效益和社会效益。
参考文献
1 日本三菱公司(北京)著译.F1 Series Programmer Controller User Manual. 1993
2 孙同景,徐德编著.可编程序控制器应用基础.山东科学技术出版社,1996
3 陈雨春,李景学编.可编程序控制器应用软件设计方法与技巧.北京:电子工业出版社 ,1992
4 魏志精.可编程控制器应用技术.北京:电子工业出版社,1995年7月第1版
5 Ian Cookie 著,上海海德公司译.MODICON PLC984 INTRODUCTION.1996
关键词:PLC 梯形图 联动控制 监视计算机
1 引 言
PLC(Program Logic Control,可编程逻辑控制器)具有编程容易、通用性强、可靠性高、控制系统构成简单、维护方便等优点,常用作监控系统的一种现场设备,它擅长对开关信号进行时序逻辑和组合逻辑控制,具有实时信号数据采集、出色的可编程控制能力、集中图形显示、智能化数据处理、自动打印记录等诸多优点。这种系统功能齐全、性能稳定、性价比高,深受众多用户的青睐,目前在工业自动化领域中应用十分广泛。南京禄口国际机场的行李处理系统就采用了AEGModicon公司的PLC产品,通过PLC完成行李处理系统(BHS,Ba ggage Handling System)与安检系统(SCS,Security Control System)联动的PLC控制程序编程,接受火灾报警系统(FIAS,Fire Information Alarm System)的火警信号自动处理,同时完成PLC向行李监视中心计算机实时信号传递的编程。
2 PLC的工作原理
PLC由CPU、控制电路及与CPU连接的I/O(输入/输出)模块组成,输入模块接受现场传感设备的电信号,并将该电信号转换成能被CPU处理的电平信号,CPU在系统软件的控制下,在进行必要的内务处理之后,按照编写的梯形图网络的顺序号,逐一解读,直到最后一个网络。输出模块把CPU解读程序逻辑的结果以必需的电压或电流信号的形式送给现场的有关设备。
3 行李系统控制要求
行李系统由4个到港子系统和3个离港子系统组成,每个子系统由2条输送线、1个转盘和1个控制柜组成。所有现场实时信号通过以太网送至监视中心的计算机上,集中图形显示,自动报警并打印错误信息。系统结构见图1。
4 PLC的选用及控制过程
为了实现行李系统的控制功能,提高工作人员的工作效率,禄口机场的行李处理系统选用了Modicon公司的984-145(到港系统)和984-E685(离港系统)两种型号的PLC,并配备了相应的I/O模块 。984-145型属于Modicon984紧凑型的PLC,它将大型PLC的功能放置在一个模块式、微型的组合件内。984-145PLC具有8K用户逻辑,1920个寄存器,含有一个Modbus接口,从而提供了可连接控制器、编程器 、操作员接口及主计算机的方法。984-145PLC还有一个Modbus+9针通讯口,一个为Modbus+口编址的DIP(Double Inline Package,双列直插式组件)开关和相应的Modbus+口LED指示灯,它可进行高性能 、点对点及网络广播通讯。984-685E型PLC适合中、大型应用场合,它支持5个本地800系列I/O机架及31个远程站。984-685E支持可选处理器以增加系统的性能和功能,包括S911热备处理器和D908分布式控制处理器。984-685E型PLC具有16K用户逻辑区,9999个寄存器,2个Modbus接口和1个Modbus-plus通讯口。每个控制柜留下了30%的冗余,以供将来拓展。
行李处理系统采用分散式控制原理,使用Modicon公司的Modbus Plus通讯网络,将7个控制柜与监视中心(MIS,Manage Information System)的监视计算机连接起来。通过支持Modbus Plus通讯能力PLC中的MSTR(Master System TravelRule,主要系统传送功能协议)功能块,网络允许监视计算机和每个PLC之间以1Mbps的速率启始信息的传递,进行网络控制、数据采集、在线远程编程、程序上装下装等操作,具备了完备的远程控制、信息采集、故障监视报警等多项先进的功能,这样,在监视中心(MIS)就可以监视现场设备的运行情况,故障发生的时间、地点及故障原因,以便及时处理。
5 PLC控制软件的编程
根据功能图表设计PLC的梯形图程序所用逻辑符号与继电器、接触器系统原理图的相应符号极其相似,人们能迅速熟悉该种编程语言,对于复杂的系统,在梯形图设计中采用大量的中间单元来完成记忆、联锁、互锁等功能,只要熟悉控制流程,分析起来比较容易,修改和阅读也很方便。
5.1 BHS与SCS的联动控制
行李系统与一组双通道X光机通过2条17+E芯通信电缆交换信息,并由PLC完成程序处理,然后将反应信号送至连在输出信号接口的电机及电气设备上,再通过行李LAN网络将监视信号送至MIS监视中心。
办票柜台与安检系统联动的行李PLC控制程序如图2所示。
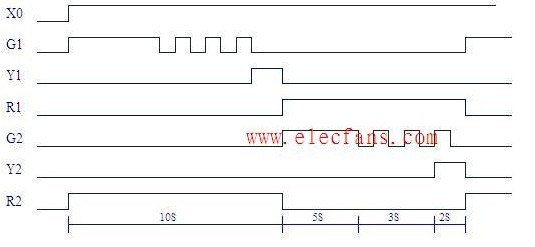
当行李输送线及X光机都处于工作状态的时候,PLC接受下列指令:X光机称重带缓动(10 106)、称重带运行(当称重带上的光电管被行李挡住时,就禁止称重带缓动,让称重带运行)、发送带运行(10 107)、SCS请求发送窗口(10108)。PLC完成如图3所示的程序的计算与控制。
D1X1处的发送带D1D1发出窗口请求至行李PLC.
PLC程序计算在同一时刻整个办票柜台有多少个X光机发出窗口请求至行李PLC。
PLC程序比较同一时刻X光机发出的请求,在行李主集送带上安排出相应的间隔距离,控制发送带弹送行李至主集送带的时机,防止包相互碰撞。
5.2 PLC至MIS监视中心的信号发送
当PLC控制程序运行时,需要将各程序控制点的状态信号由MSTR功能块送至MIS监视中心 ,由监视计算机进行信号处理并集中显示,便于维护人员及时发现故障并处理。
PLC将办票柜台各电机状态、开关及相应传感器的状态送至MIS监视计算机。同样也把输送线及转盘上的各种状态送至MIS监视计算机。
5.3 PLC的自动故障处理
PLC程序实时接收现场各种元器件及电机开关的信号,如发现异常,则自动进行故障处理 。其梯形图见图7 。
PLC程序还有对办票柜台的电机相应保护程序。
当电机过载或现场堵包时,由现场的压力传感器或光电管将信号传送给PLC。
PLC输出模块切断相应电机的控制开关(24V电压),切断电机电源。
5.4 BHS与FIAS的信息联络
PLC接受火灾报警系统(FIAS)的火警信号后,降下防火卷帘门,隔离着火分区,关闭相应输送线,同时将信息送至MIS。其梯形图如图10所示。
6 结束语
在机场行李处理系统中运用PLC进行自动控制,并运用计算机集成控制系统,这样的设计功能在行李系统投入运行后,可使办票人员简单、快捷地为旅客办理行李手续,极大地提高了工作效率,同时由于PLC的自动控制与自动保护以及监视中心的采用,能大幅减少系统维护人员的数量,减少系统设备事故的发生,从而产生较大的经济效益和社会效益。
参考文献
2 孙同景,徐德编著.可编程序控制器应用基础.山东科学技术出版社,1996
3 陈雨春,李景学编.可编程序控制器应用软件设计方法与技巧.北京:电子工业出版社 ,1992
4 魏志精.可编程控制器应用技术.北京:电子工业出版社,1995年7月第1版
5 Ian Cookie 著,上海海德公司译.MODICON PLC984 INTRODUCTION.1996












 工商网监
工商网监
评论