 电子发烧友App
电子发烧友App


发动机前后油封气密性检测装置的设计
发动机的气密性是发动机压缩系统工作性能好坏的综合指标。气密性越好,转速也就越高,扭矩也会越大。气密性差的发动机不仅功率小,而且还会因吸油性能差等原因造成工作不稳定,出现难以调整以及容易停车等现象。在工厂生产中,发动机因气密性差造成的报废率比较高,发动机气密性检测已成为自动生产线上一个不可缺少的重要环节。本文对我们设计的专门用于发动机前后油封气密性检测的装置作一简要介绍。
2、气密性检测的几种方法
气密性检测可按测试手段分为两大类,一类为水没式泄漏检测法(又称湿式浸水法),即在向工件腔内充入一定压力的气体时,将其浸人水中或涂肥皂泡,根据目测肥皂泡或水中的气泡来判断工件是否有漏及泄漏的程度。目前,这种方法在冰箱、空调的密封管道以及箱体检漏时仍普遍采用。这种方法测试效率低,受主观因素影响较大,无法定量测量,同时用这种方法测试后,还必须对工件进行干燥和防锈处理。另一类为干式泄漏检测法,即不再用浸水法,而是向工件腔内充入一定压力的气体,通过压力传感器的信号输出来判断工件是否有泄漏,并可根据单位时间内压力传感器输出的变化值来计算出其泄漏率。干式检测法有液压测量法、流量检漏法、压差检漏法、负压测量法、氦气检漏法等,其测试效率高,不受主观因素影响,而且测试后不需要对工件进行其他处理,克服了水没法的缺点。同时,干式检测法可定量评测工件的泄漏状态,并可方便地纳人零件的自动化加工线或流水线使用,不足之处是在通常情况下无法确定发生泄漏的部位。
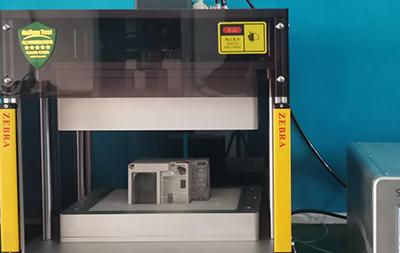
3、装置的主要用途和组成
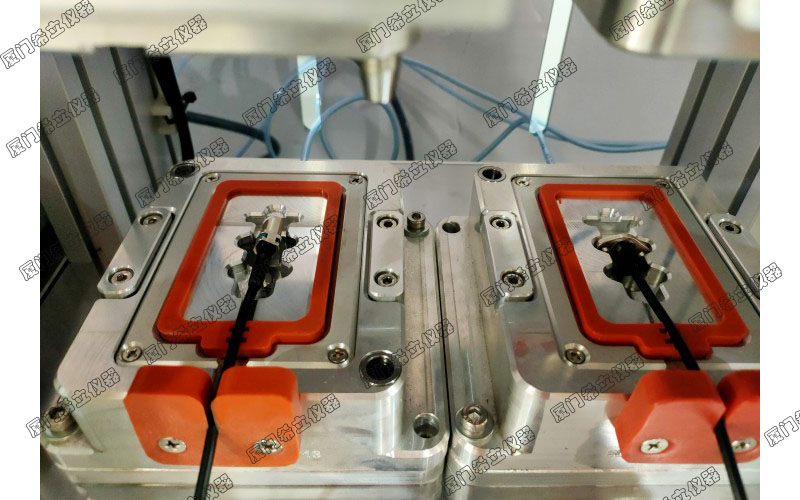
自行研制的气密性检测装置已应用于神龙汽车襄樊工厂的EW10发动机装配线上。主要用来检测EW10发动机前后油封的气密性,如果改造一下专用夹具,也可用于其他发动机气密性的检测。该装置实现了气密性检测的半自动化,工作人员只需简单操作就能完成气密性检测功能,还能实时显示出气密性数据。
该装置主要由检测部分、执行部分、控制部分组成,ATEQ F2P测漏仪构成装置检测部分,夹具构成执行部分,控制部分元件有Siemens 57-224PLC、线上上位工控机及电磁阀、气动阀等。由检测仪来判定密封性是否合格并将检测的具体数据通过通信口传送给装配线上的上位机;PLC通过操作面板接受操作人员的指令、控制检测仪的检测过程和方式,并在操作面板上实时显示检测结果和报警信息。操作人员的控制指令主要是通过夹具上的按钮来完成,通过相应的功能按钮,PLC接受指令,然后控制电磁阀状态,改变气路,同时控制检测单元面板上的指示灯亮灭,指示出当前测量状态。系统结构图如图1所示。

图1 系统结构图
4、ATEQ F2P仪器
4.1 简介
ATEQ F2P是ATEQ公司生产的一种用于生产线上进行气密性检查的气/气型泄漏检测仪,它是特别为全自动和半自动工作台所设计。ATEQ F2P利用压差法测量工件的气密性,即对无泄漏的标准件和被测工件同时充入相同压力的压缩气体并打开标准件和待测件间的平衡阀使两者内的充压气体连通,待稳定后关闭平衡阀使待测件和标准件间的充压气体互相隔离,利用压差传感器测量两工件的压力差,从而检验被测件气密性是否合格。压差法检测原理如图2。

图2 压差法检测原理图
ATEQ F2P作为一种较先进的泄漏检测仪,提供了非常方便、易于操作的功能。ATEQ F2P提供了一个测试结果显示窗口,可实时显示测量结果,被测件、基准件合格与否都能通过指示灯显示出来,测试压力、软件版本号等参数以及测试结果,则通过LED数码管显示屏以量化形式显示出来,结果形象直观。对于测量参数如测试压力,充气、稳定、测试、等待时间,测试压力范围,RS232串行口参数等的配置和修改,只需在仪器面板上操作即可完成。ATEQ F2P能够将测试参数存储起来,并且能够存储8套程序,这样就不用经常修改测试参数,为使用者提供了很大的方便。ATEQ F2P还提供了几个接口,用来从外部输人控制信号,向外部输出结果,有利于自动生产线上上位机对仪器的控制操作。仪器内部使用体积较小的标准化元件,气路输出口采用AVS型接头,输人输出端口电路采用CNOMO标准,提高了标准化水平和仪器的可靠性。
4.2 侧量方法
用ATEQ F2P进行气密性测量时,有两种测量方法,即直接测量法和间接测量法。直接测量法是在对被测件和基准件同时充气结束后,ATEQ F2P关闭平衡阀将两者分开,测量两者的压差,测量结束后,通过排气阀排出两者中的充压气体。而间接测量法,则是ATEQF2P与一罩体相联,把待测件放在罩体内,向被测件中充人高压气体,此时罩体内气体相对为低压,如果被测件泄漏,则罩体内气压上升,如果罩体泄漏,则其内气压会下降。与直接法相比,间接法受外界温度、压力影响较小,但由于工件需放入罩体内,并向罩体内充人高压气体,因此,间接测量法常用于测试在高压下不受影响且不变形的工件,也不适合外形较大的工件。在我们研制的装置中采用的是直接测量法。
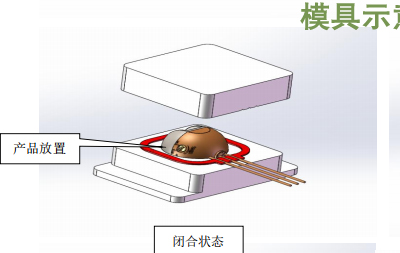
5、气密性检测过程和装置气路原理图
图3是工件密封性测量的一个循环过程,可分为5个步骤,即夹紧、充气、稳定、测试和排气。

图3 工件测量过程
图4是气密性检测装置的气路原理图。压缩空气气源由工厂提供,进人检漏仪(ATEQ F2P )之前,压缩空气须经气源处理单元干燥、去杂、减压,测试,同时,操作者通过操作按钮打开气阀,使压缩气体进入气缸推动夹具,夹紧发动机油封。此时,充气阀关闭,暂不充气。

图4 气路原理图
经过如图3所示夹紧时间后,充气阀打开,连通被测件和标准件的平衡阀关闭,经过过滤的干燥气源随后同时进人发动机标准件和被测件的前后油封内部。充气结束后,充气阀关闭,平衡阀打开,被测件和标准件连通,等待稳定后,关闭平衡阀,此时,如果被测发动机前后油封在密封端面处有微量泄漏的话,则由压差传感器测得的被测件和标准件之间的气压差经处理后会转换成泄漏量,并即时显示在面板上,测漏仪通过RS232接口与线上上位机通信,并将测试结果存储在计算机中。当测试时间到达设定值时,发动机内部气体排出,测试结束。
6、装置使用注意事项
(1) 应保持装置中气体的干燥和洁净,否则不仅会污染试件,而且还会影响测量的准确性。
(2) 应注意装置使用过程中的温度变化ATEQF2P检漏仪的测量原理是建立在等温过程之上的,温度变化对其测试结果有着决定性的影响。因此,采用检漏仪进行测量时,应尽可能地避免温度变化。
(3) 应注意标准件和被测件两者的容积要相等如果容积不等,则会引起气压变化,影响测量准确性。
(4) 由于测量原理是基于压差测量法的,因此标准件和待测工件材料、形状、容积、连接的气管长度和直径等都应该相同。
7、结束语
所研制的装置已应用于神龙公司襄樊工厂发动机车间,对EW10发动机前后油封的气密性进行了测试,准确率达到了99%以上。实践证明,该装置很好地满足了高精度、高效率的设计要求,能够实现发动机前后油封气密性检测的半自动化,使生产线的生产效率大大提高,工人劳动强度得到减轻,值得推广应用。
参考文献
[1] 韩秀杰,等一种容器气密性检测装置的设计闭.液压与气动,2004, (11).
[2] 赵继勇.智能式气密性检测仪的研制[J].煤矿自动化,2000,(6).
[3] 仲石廉,等.汽车发动机水泵水封气密性r}9试系统阴.汽车技术,1994,(4).
[4] 龙飞,等.气密性检测方法分析[[J].液压气动与密封,2000, (5).
原载《液压气动与密封》


































 工商网监
工商网监
评论