 电子发烧友App
电子发烧友App


强力矫直机控制模式分析及应用
在全国中厚板行业严重供大于求和市场竞争日益激烈的局面下,只有生产高强度的品种板和高附加值的品种钢才能更好的占领市场,取得更大的效益。强力矫直机的开发和应用是适应中厚板厂生产形势,加大品种板生产的有利条件。
1、矫直机技术特性及系统构成
1.1 技术特性
矫直工艺原理就是通过辊间的可逆弯曲将产品拉伸,其目的就是将钢板拉伸,使所有纤维达到相同长度。主要功能是:①去除入口钢板的形状缺陷。形状缺陷如边浪、中浪和1/4瓢曲等有可能通过矫直机去除。②使钢板内的残余应力降到最低,以便能保持钢板平直度。
下图1说明弯曲钢板时,钢板厚度内应力的演变;上表面被拉伸,下表面被压缩。
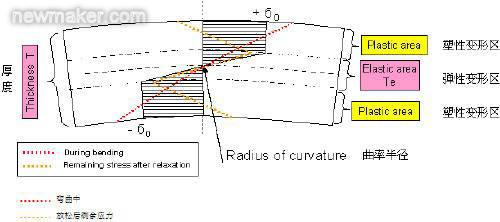
图1 钢板矫直特性
1.2 热矫直机辅助设备包括:
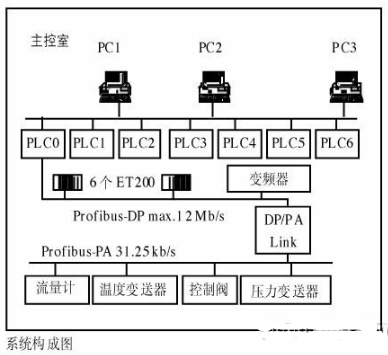
① 带有双PLC,具有一级和二级模型控制的自动化控制系统;②高压液压装置;③中压液压装置 ;④用于支撑辊的油汽润滑系统 ;⑤供小齿轮箱和齿轮减速机的润滑系统;⑥干油系统 ;⑦供矫直辊,压力框架冷却,液压装置和油润滑系统的冷却系统;⑧用于除鳞的吹扫系统。
2、矫直机的控制方式及工作原理
2.1 控制过程描述
钢板从ACC控轧控冷区域出来,由辊道传送(入口辊道),温度范围450oC-950oC。此时进行矫直机前的辊道控制权限令牌(TOKEN)的交接,矫直机控制系统进行矫直区域的辊道控制。钢板传输到矫直机的入口时,由钢板位置检测器(CMD)进行检测,此时让钢板停下,等待控制系统的指令然后才能进行钢板的咬入矫直工序。
(1)控制指令的自动模式
自动模式是利用Level 2计算预设置定并将计算结果发送到Level 1自动打开辊缝,按设定的矫直力进行钢板的矫直。这些预设置是根据精轧机系统的 Level 2将钢板的钢种、温度、ID号、及ACC处理后的状态经TCP/IP通讯至矫直机Level 2,矫直机的Level 2根据矫直模型进行预计算,并将计算的数值传送至矫直机的Level 1系统,进行辊缝设备及矫直力的控制,钢板信息及控制信息均在HMI上显示。这些预计算的设置包括:
① HGC液压缸位置(入口和出口辊缝并倾斜传动侧和非传动侧)
② 入口/出口辊位置
③ 工作辊弯辊缸位置
④ 咬入、抛出和矫直速度
(2)控制指令的人工干预模式。
当操作人员发现Level 2的数据传输不准确时,可以人工进行矫直机状态的设置。将辊缝手动打开到合适的位置,弯辊摆到有效的位置等。咬入、抛出速度按系统设定的安全值进行。
无论何种模式定位后,由操作人员在操作台上按下“START”开始按钮,钢板开始运动,按预设置的速度执行咬入矫直机、进行矫直、最后抛出的操作。
本张钢板矫直完成后,矫直机出口处的位置检测器(CMD)检测到钢板尾部时,钢板停下。操作人员可以选择结束矫直(正常情况),也可以根据钢板的板形情况要求多道次矫直。如果结束矫直,矫直机后的运输辊道与冷床操作进行控制权限的交接,由冷床操作人员控制辊道并将钢板送到冷床区。
2.2 电机传动控制
矫直机咬入钢板后,由主传动系统加速到矫直速度,11根工作辊由两台主电机进行分组控制。
当钢板的尾部在第一组控制分组的工作辊内时,1#电机的力矩极限根据尾部在第一组辊内的位置进度减小,防止接轴过力矩,矫直速度由1#电机控制。2#电机保持速度控制,力矩被控制在正常的范围内。当钢板尾部到第一组辊的第三根辊子下面时,2#电机的加速度以一定的等变率减小。计算该等变率,在尾部走出第一组工作辊时取消加速度。这时,2#电机的力矩极限被提高到最大电机力矩,这样钢板速度由第二个电机按S-RAMP速度曲线进行控制。
当钢板尾部在第二组控制分组的工作辊内时,尾部走出第一组控制分组的工作辊时,第二个电机传动是速度控制。第二个传动的力矩极限逐渐从最大传动力矩减小到最后接轴的最大力矩。要按照尾部在第二组辊内的进度减小。
当尾部走出矫直机时,力矩极限等于最后接轴的最大力矩。出口处的CMD6检测到钢板尾部时,速度主控器用S-RAMP降低矫直机辊的速度基准,入口/出口辊道速度降为0。当钢板停止时,道次宣告结束。
2.3 液压HGC辊缝控制原理
首先要对液压缸的位置传感器进行进零点校准,自动回零。然后将HGC系统设置到CLOSELOOP(闭环)控制状态,设置辊缝的控制程序运行于Level1 PLC S7-400上。该 PLC 通过以太网TCP-IP与Level2计算机相连接,矫直机Level1接收到预设数据之后,控制相应的伺服阀进行动作,达到设定的辊缝位置。
操作工也可根据实际情况进行手动的辊缝设定,在HMI上人工输入辊缝值,HGC系统可接收指令自动摆到相应位置;也可以使用操作杆进行HGC系统的位置操作。
2.4 弯辊控制原理
弯辊系统用于补偿矫直过程中自然观察到的矫直辊和箱体偏差。弯辊系统可在矫直过程中使矫直辊保持平行。
上矫直辊和支承辊箱体安装在一个可收缩开式框架上。该框架被分成两部分,由活动接头连接。框架顶部的偏心装置可将这两部分分离,使矫直辊弯曲。内部装有位置传感器的液压缸启动该偏心装置。两个压力传感器给出液压缸压力反馈。用一个伺服比例阀驱动弯辊缸,可控制其位置和过载保护。
分开两部分框架的偏心运动是不可逆的。弯辊缸只能在矫直机无负载时改变位置,所以在负载条件下不允许弯辊运动。
2.5 矫直机的标定
该功能用于校准矫直机,使上箱体与下箱体平行。这一基准位置被储存起来并用于上箱体的准确位置。操作人员在每次箱体更换后执行标定程序。
首先将厚度为60mm的标定板放在矫直机辊系内,矫直机辊系完全打开。在HMI画面中执行矫直机的自动标定程序。在HMI画面上输入上下工作辊及支撑辊的辊径值,按下“标定”按钮,四个HGC缸自动压下,检测到标定板厚度,并保持四个HGC处于相同校准压力时,记录其位置,确定为校准位,标定程序完成后,辊缝自动打开到80mm,操作人员将标定板开出,标定完成。
2.6 自动控制系统一级和二级的功能实现
(1)Level 1 的主要功能设计
为操作人员用HMI显示从生产线热矫直机上下游的情况,但以矫直机主体区域为主。显示矫直机的有关数据和参数,详细显示工艺路线和物料跟踪情况。
操作人员可看到工艺预设置和设定点,可以根据实际情况进行人工设定和修改参数。主要包括辊道控制、主机传动系统、HGC系统、弯辊系统、液压站系统、换辊系统、油汽系统、故障报警系统等多个操作画面,允许操作人员启动/停止机器,显示传动状态(OFF/READY/ON关/待机/开)。
矫直机的使用方式有三种,全自动(投入二级L2),半自动(辊道自动控制、手动摆辊缝),手动。
用户模式两种:操作模式OPERATOR(用于正常生产状态),维护模式MAINTANCE(用于检修或换辊状态)
辊道令牌权限控制(TOKEN):与上游的精轧机控制系统及下游的冷床控制系统的辊道进行权限的交接,利用几个主要的钢板位置检测器CMD01矫直机区域入口,HMD10精轧机出口、ACC钢板尾部信号来进行辊道权限的控制与交接。矫直区的跟踪从CMD1-CMD9,CMD1是开始跟踪,CMD4钢板咬入矫直机,CMD6钢板抛出矫直机,可以按下按钮(允许对冷床交接)对冷床进行辊道交接,冷床操作完成后按下按钮(冷床操作台)将权限交回矫直机。
在设计中增加了钢板的游动功能,只是在操作模式下有效:钢板在咬入之前和抛出之后,若没有按下开始按钮,或者没有动操作柄,30S后辊道处于游动状态,保护辊道不被太热的钢板烤坏。操作主画面如图2所示:
图2 操作主画面
(2)Level 2 的主要功能设计
用于本系统的计算机都由局域网连接,该局域网由自己的IP地址且独立于工厂网络。而且在局域网和工厂网络间由网关连接保证矫直机和厂内其它部分的连接。二级组成:二级服务器运行二级、钢板跟踪、预设值计算、数据库储存和通讯都由改服务器完成,它是二级的指挥中心;人机界面计算机:它负责人机界面的应用,通过这里进行系统实际操作。二级应用由C++和VAI环境下实现,而HMI则应用VISUAL BASIC。
实现的主要功能如下:
⑴ 钢板跟踪:接收精轧机二级的数据,主要包括钢板的信息:钢板的ID号,化学成份,钢种,轧制温度,当前温度,厚度,长宽等。
⑵ 数据记录和报告:根据接收的数据进行矫直数学模型的计算,并存储实际矫直数据以及设备状态,出具矫直报告。
⑶ 操作人机接口(HMI):能过人机接口界面,可以使操作工看到模型计算的数据是否符合实际的应用,并可以进行人工的干预和修改。
⑷ L1/L2网关:为了保证网络系统的安全性,在同一级及精轧机二级的通讯过程中,设置了网关。Level 2网关服务器负责与精轧机Level 2或MES及ACC通讯。它接收来自精轧机Level 2或MES的生产计划并将生产实际数据上载到精轧机Level 2或MES系统。
⑸ 模型计算:主要根据精轧机的钢板数据和信息,计算出矫直时的相应数据,如辊缝值、矫直速度,矫直压力等。
3、小结
强力矫直机控制系统具有较先进的控制思想,实现在一级PLC与二级计算机网络的结合,并与上游及下游工序的PLC进行功能的交接,实现了科学合理的辊缝设置、扭矩计算及矫直力的合理运用等。强力矫直机投用以来,充分发挥潜能有效的提高生产的安全系数,加快了生产节奏,减少了故障时间,提升了换辊速度,增加了品种板的开发力度。目前中厚板厂利用该强力矫直机可生产JG670DB等高强度品种板30余种,实现了新的突破。















 工商网监
工商网监
评论