 电子发烧友App
电子发烧友App


艾默生工控产品在钢帘线中的应用
中丝热处理作业线是子午线轮胎钢丝热处理生产工艺中重要的一环,对机电设备的性能和可靠性都有极高的要求。本文介绍了该生产工艺对变频器和PLC产品的要求以及艾默生公司针对该生产工艺提出的创新型解决方案。
一 概述
钢帘线主要用于汽车轮胎生产,随着汽车工业的迅速发展,钢帘线市场前景被看好。02年至今,江苏、山东、辽宁以及湖北等地一直在兴建和扩建钢帘线生产基地。通过对前期引进设备的消化和吸收以及国内机电技术水平的提升,目前钢帘线的生产设备如直线式拉丝机、中丝热处理设备、水箱拉丝机、合股成绳机以及外绕机都在逐渐国产化。为适应日益激烈的市场竞争,提升设备性能,降低设备成本,寻求创新型解决方案就成为设备商和最终生产厂家的重要关注点。
二 工艺要求及控制系统组成
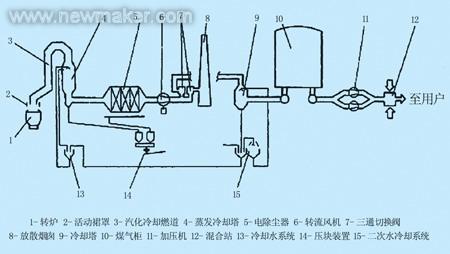
中丝热处理是对半成品钢丝通过热处理正火,消除钢丝在拉拔过程中产生的加工硬化,它是一种连续加工工艺,示意图如下:

工艺要求:
1、 对于一定直径(d)的半成品丝,牵引速度(V)要保持恒定,即d/V值恒定。
2、 牵引轮和收线轮之间的半成品丝的张力(F)要保持恒定。同时因为收线轮采用中心收卷方式,应该进行张力锥度控制。
厂家条件:
1、 为控制成本,厂家只提供时序逻辑控制信号,不提供如张力反馈、电机编码器等信号。
2、 供应商产品必须有在国内拉丝机龙头企业两年以上成熟应用经验并提供解决方案。
分析:如果不考虑上述限制条件,上述工艺通过一个非常普通的中心收卷方案就可以解决。因为艾默生有专门针对此类工艺的TD3300张力控制专用变频器,可是TD3300变频器三种张力控制方式所要求的条件(张力反馈信号或张力开环闭环矢量转矩模式)均不具备。为此,我们为厂家提供了如下的解决方案,并得到了厂家认可。

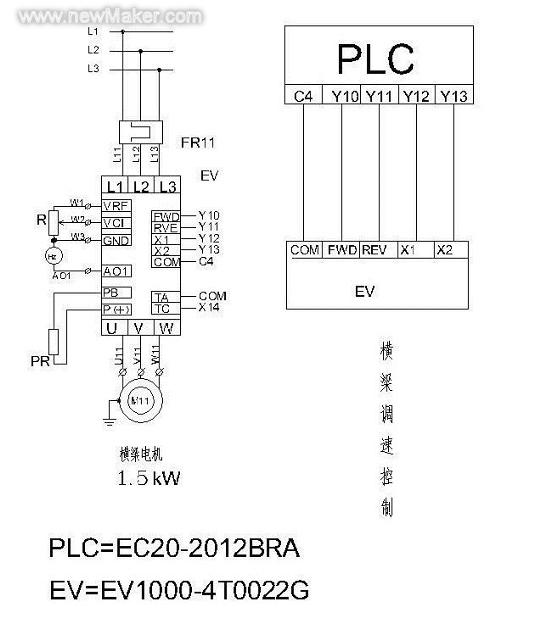
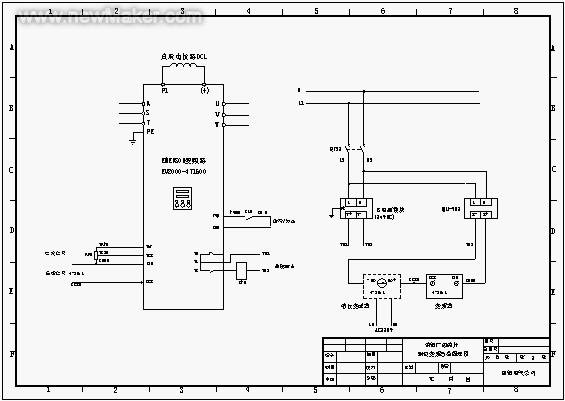
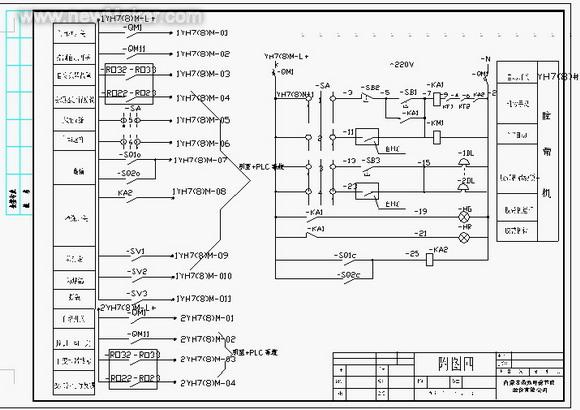
如上图,根据驱动轮稳速精度要求,选择了EV1000变频器。整个工艺的难点在于收线轮的张力控制。根据收卷轮运行频率范围(60Hz~5Hz)以及半成品丝的张力控制精度要求(±20%),决定采用TD3000变频器直接进行转矩控制,转矩设定指令由PLC根据用户的设定进行一系列计算之后给出。而根据工艺要求的PLC点数以及程序容量与计算速度,决定选用艾默生新推出的EC20-BRA2012 PLC。
三 控制原理
1、半成品钢丝收线速度控制
由于EV1000变频器运行稳速精度<±1%的额定同步转速,完全满足工艺对速度控制精度的要求,因此只需要根据线径就可以计算出所需设定的变频器频率。
2、半成品钢丝收卷张力控制
张力控制是通过变频器与PLC配合来完成的,其控制思路如下:

卷径计算
由于有排线器装置,排线器从一边运行到另一边时会产生一个换向信号,我们将此信号传递给PLC,一但PLC检测到此信号,则认为卷径发生变化,具体计算关系如下式所示。

式中n表示收到第n个排线换向信号,Dn表示第n圈时的卷径,D0表示空卷时的卷径,d表示线径,而k表示卷径校正系数,一般由经验获得,和线径相关。上述公司经过实际验证,和实际情况比较吻合。
张力计算
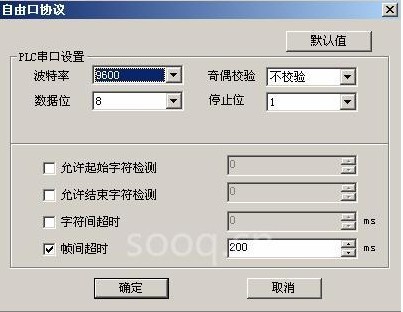
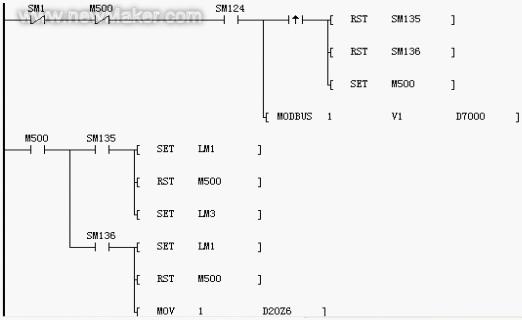
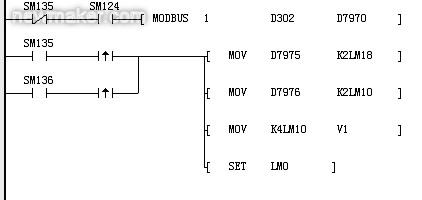
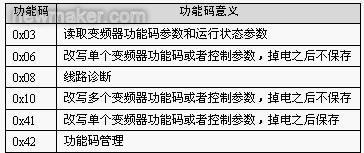
处于成本考虑,我们没有为PLC配置模拟输入和输出模块,而是巧妙地借用了变频器的模拟输入输出口以及PLC标配的RS485通行串口来实现张力的设定。首先用户将张力设定电位器连接到变频器模拟输入AI1,变频器自身只是采集该模拟量值,但并不对该模拟量进行任何处理,然后PLC利用内置的标准通信函数与变频器通信,读取模拟量输入值,转化为张力设定值。在此处需要注意的是根据变频器串口通信协议,PLC读入值0~2000代表变频器AI1口电压输入值为-10V~+10V。
根据工艺要求,随着卷径增加(满卷与空卷之比可达4:1),收线张力必须按一定规律减小,否则会发生外层丝勒到里层中去,导致缠丝现象。PLC根据下面公式来进行张力锥度公式进行计算:

式中,F为实际设定张力,F0为电位器设定张力,D0为空卷卷径,D为当前卷径,k为锥度校正系数。其趋势图如右边所示。
设置了相应的密码(PLC可提供3 级用户密码权限)。保护用户程序的私密性。
转矩计算
基于上述卷径与张力的处理,我们可知收卷处所需要的转矩为

可以计算出需要设定的转矩百分比,通过通信直接写入变频器功能码中就可以了。
四 运行调试
这种设备运行耗费大量的电能,而且调试会浪费昂贵的金属线材,因此用户一般不会给设备厂家提供较长的调试时间,这就需要我们在正式调试前做大量而仔细的工作,确保一次成功。
1、仔细检查线路图,确保强电与弱点接线正确,尽量遵循变频器与PLC用户手册给定的走线方式。
2、因为EV1000和TD3000都具备电机参数自学习功能,特别是TD3000,因为运行在开环矢量转矩方式,一定要进行自学习。
3、在正式调试前,将PLC与变频器通信程序调通,确保读取与写入参数正确。
4、验证PLC的脉冲记数功能。
5、对PLC各计算子程序进行验证,确保计算无误。
6、按照工艺要求,认真分析各时序逻辑信号,做出正确的程序。
经过上述仔细准备,调试起来非常顺利。
五 系统优点
在和用户充分沟通、了解工艺要求与原理的基础上,结合艾默生公司工控产品的功能和特点,实现了极高性价比的中丝收线系统,这套系统具有如下的优点:
1、 系统电气配置非常简洁
一般带张力控制的收放卷系统,不是设计成带张力反馈的张力闭环控制系统,这种情况下用户需要张力反馈信号,会增加机械和电气成本,就是让矢量控制变频器工作在转矩模式,这种方式对变频器性能要求比较高,而且必须加装电机编码器,也增加了设备成本,并且编码器安装也费工费时。通过对收线设备的技术要求进行分析,确认TD3000变频器开环矢量转矩模式的转矩控制精度完全可以满足设备要求。当然这和TD3000先进的矢量控制算法是分不开的。
此外,EC20 系列PLC的标准配置非常丰富,它标准配置了两个通信口,其中之一就是RS485接口。因此在无需增加额外成本的情况下可以和变频器建立高效的通信。由于标配的通信功能,为系统节省了一个模拟输入模块和一个模拟输出模块。
2、 系统调试简单易行
在小型电气控制系统中,设备间通信的调试都是一个难点和重点。但艾默生EC20-PLC自动集成了艾默生变频器通信协议,因此通信非常简单,只需一条指令就可解决问题。以设定变频器运行频率为例,步骤如下:首先在工程管理器中的通信设备连接项的变频器连接表中设定变频器地址,型号,厂家,协议。然后直接利用如下指令即可:
—[ FRQ 2 D0 M0 D2 ]
其中,2表示对当前地址为2的变频器进行通信,D0存放要设置的频率,M0和D2都是反映指令执行的饿状态。
3、系统的可靠性很高
艾默生变频器很早就进入钢帘线行业,并针对钢帘线行业变频器使用环境进行了专门的改进,有着很好的环境适应性。
一般钢帘线工厂都有自建的电厂,和标准电网质量相比,电厂发电质量不好,因此我们在变频器输入端设计了特殊的处理电路,能够有效容忍电网质量一定程度的下降。此外,变频器适应电网电压波动范围大,如TD3000电网电压波动范围在额定输入电压的±20%。
针对钢帘线多粉尘的潮湿环境,艾默生工控产品(变频器与PLC)的所有单板及器件引脚都进行三防漆的处理,而且采用独立的散热风道,更有效地降低金属粉尘的影响。
六:结束语
高性价比系统的设计必须建立在对生产工艺流程的了解之上,必须建立在对变频器和PLC性能与功能特点的熟悉之上,两者的紧密结合,才能为客户提供极具竞争力的解决方案。
TD3000变频器先进的算法,较好的开环矢量转矩控制精度是整个系统的关键所在。
艾默生推出的EC20 PLC经受住各种环境的考验,充分验证了艾默生工控产品高度的可靠性















 工商网监
工商网监
评论