 电子发烧友App
电子发烧友App


PLC在焙烧炉燃烧站中的应用
可编程控制器(Programmable Logic Controller)简称PLC或PC,是一种以微处理器为核心器件的过程控制装置,主要用于生产过程中按时间顺序控制或逻辑控制的场合,以取代复杂的继电器控制装置。PLC一般采用梯形图(LAD)、功能块图(FBD)、指令表和顺序功能表图(SFC)编程,可以方便地通过改变控制程序实现系统的改进和扩充,不必改变硬件设备,具有良好的柔性。它从最初的逻辑控制、顺序控制已发展成为具有逻辑判断、定时、计数、记忆和算术运算、数据处理、联网通讯及PID回路调节等功能的现代PLC。PLC系统与通用计算机可直接或通过通讯处理单元、通讯转接器相连构成网络,以实现信息的转换,构成分布式控制系统,系统可由一台计算机与多台PLC构成,以便完成较大规模的复杂控制。它以构成简单、编程简单、可靠性高、有优良的抗干扰能力,适用于恶劣的工业环境等特点,越来越得到广泛的应用。
山西铝厂3#焙烧炉采用丹麦史密斯公司的气态悬浮焙烧炉。焙烧炉是将含水分的氢氧化铝经高温焙烧成工业用氧化铝,它的热能来自四套燃烧站,分别为干燥热发生器、启动热发生器、点火燃烧站和主燃烧站。四套燃烧站都采用德国西门子S5—95U小型可编程控制器,与Honeywell 的TPS系统连接构成整个控制系统。下面以3#焙烧炉的干燥热发生器为例来说明了编程控制器在焙烧炉的应用。
二、S5—95U简介
S5—95U是德国西门子公司开发的SIMATIC S5系列控制器中一种小型控制器,其构成系统模块化,使其体积小而功能强大。它不单独运行,需与其它部件交换数据,与现场设备构成廉价的分布式控制系统。
1.组成
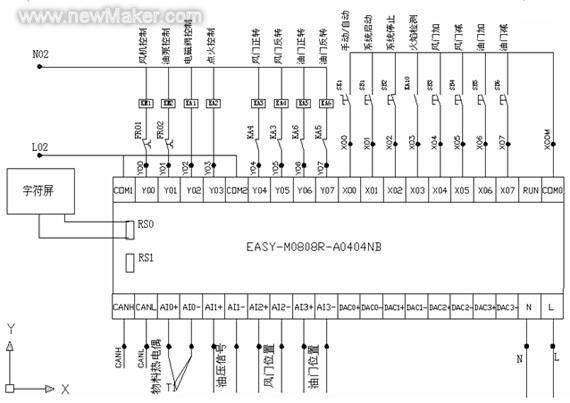
S5—95U由电源模板、中央处理单元(CPU)、存储器、用户存储器、输入输出模板(I/O)、编程器及外部设备组成。本机有16个数字输入、16个数字输出、8个模拟输入、1个模拟输出、4个中断输入、2个记数输入,可用扩展单元增加其容量,最大扩展到256个数字输入输出,通过接口与过程控制系统及其它PLC通讯,实现指令控制和数据交换。
2.程序的编程及结构
S5—95U的控制功能是靠程序的执行来实现的。通过用梯形图、语句表在个人计算机上编程,也可通过SIMATIC编程器用语句表编程,然后装载到PLC的存储器中。程序采用STEP5语言编程,模块化结构。结构化编程可完成复杂的任务,它把整个程序分成一个个独立的程序块,这样可使编程简单、容易修改,能使程序部分标准化,程序测试调试简便。有五种块类型:
(1)组织块OB(组织管理程序)用以表示操作系统和应用程序之间的接口。分两大类,一类由系统程序调用,另一类由用户调用。由系统调用的组织块用以控制循环、中断驱动和定时驱动程序的执行,如可编程控制器的重新启动和设备出错的恢复等功能块。由用户调用的组织块如OB3触发扫描时间、OB251PID控制算法,它集成在操作系统中。组织块不是应用程序的一部分,因而不能被读或修改。
(2)顺序块SB(给顺序控制编程的特殊块)
(3)程序块PB(经结构化处理的应用程序所产生的块)一些主要程序块应能提供一个应用程序的总貌,与各种工艺相关的功能则在不同的次级程序块中被编程。应用程序大部分都由程序块组成。
(4)功能块FB(一个控制程序功能需补充操作或用于实现重复使用和特别复杂的功能)它在程序存贮中只存放一次而可重复调用,每次调用可赋于不同的参数。其类型有可编程功能块、集成入操作系统的功能块和标准化功能块。
(5)数据块(存储处理控制程序所需的数据)
3.程序的扫描
应用程序扫描一般是循环扫描。在启动程序之前,输入模板的信号被读出并传送到过程输入映象。在执行程序后,过程输出映象的信号状态被传送给输出模板,然后开始一新的程序扫描。它的扫描周期由控制程序的长短来决定。此外,还有中断控制程序处理和时间控制程序处理。
4.程序的装载和存贮
程序装载到PLC有两种方法:一种是以编程器在线装载,另一种是以存贮器子模板装载,分自动和手动装载。自动程序装载是程序由存贮器子模板自动装载到PLC的程序存贮器中。手动程序装载是程序由存贮器子模板拷贝到PLC的程序存贮器中。
存贮时,程序从PLC的程序存贮器拷贝到PLC的程序存贮器中。
三、工艺流程及控制要求
1.工艺流程
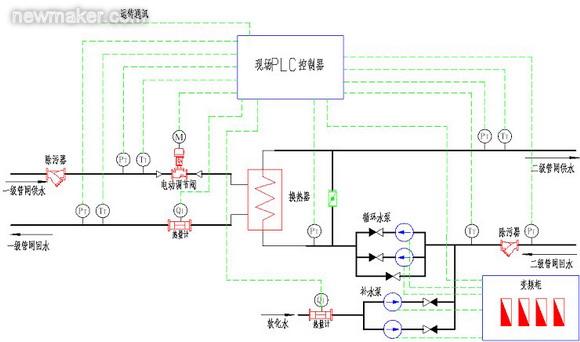
湿的氢氧化铝进入文丘里干燥器(由干燥热发生器提供热能),物料水分被蒸发后,被气流带走,文丘里干燥器的出口温度大约控制在130—160℃范围内。干燥热发生器的好坏直接影响氧化铝的提产。
2.控制要求
(1)点火过程控制
干燥热发生器的点火过程控制是一典型的顺序控制。其启动顺序如下:
a)煤气阀V02到启动位置,风机M12启动。
b)9秒后,风门M11到最大。
c)40秒后,风门M11调到启动位置。
d)煤气排空阀V05关,9秒后,泄漏控制开始,运行18秒。
e)检漏阀V04开,煤气喷入,点火枪打火,燃烧运行,火焰连续监测。
(2)温度控制
干燥热发生器主要靠调节进入文丘里干燥器的煤气流量来实现温度的控制。
四、控制功能的实现
1.顺序控制及逻辑控制
顺序控制是可编程控制器的主要功能。以前顺序控制是采用继电器、计数器、阀门等机械设备来实现。S5—95U利用最基本的逻辑元素和运算来实现逻辑控制功能,利用定时器、记时器来实现时间控制功能。干燥热发生器的程序包括主顺序程序块、风门电机(M11/M12)控制程序块、阀门(V02/V03/V04)控制程序块、煤气捡漏控制程序块、报警联锁程序块、模拟量的处理等几部分程序。
主程序循环扫描,通过主程序调用其它程序。
现场报警会引起启动过程中断。如电机M12报警、阀V03 V04 V05报警、火焰报警、点火枪位置报警、点火枪电磁阀报警等。过程报警会引起停车。如煤气压力P05报警、煤气流量报警、燃烧风流量报警等。报警信号不仅输出到继电器,同时也输出到可编程控制器的控制面板的指示灯。
干燥热发生器的起停与焙烧炉其它设备有联锁,该联锁通过TPS系统中IPC620的逻辑控制实现,并直接输出到可编程控制器的联锁指示灯。
2.模拟量的控制及处理
(1)V02阀定位器控制,通过TPS自控系统中回路调节来实现
V02阀在点火过程中,都处在启动位置,燃烧运行后,通过系统给定值来自动增减阀门,实现自动调节。
(2)燃烧风风门的控制,通过S5—95U可编程控制器实现
燃烧风风门的控制是根据检测的煤气流量值,经模拟量处理后,按一定的对应关系,由S5—95U计算出风门开度,然后输出到风门。具体处理过程如下:
a)煤气检测流量FT01(脉冲信号)转换成煤气流量(电流信号)
b)煤气流量值的修正
c)据修正后的标准流量FI01计算出风门控制量FC11
(3)模拟量的处理
S5—95U可编程控制器只做定点运算,它的结构相对比较简单,但程序设计比较麻烦。在解决实际问题时,为不导致定点数溢出,必须在编制程序时,为参加运算的数选择适当的比例因子,使参加运算的数和中间结果的绝对值都符合定点表示法的形式,算出的得数还需程序人员还原。它的数字量一般都是二进制码的16位定点数,可以直接使用STEP5操作进行加减和比较运算。而标准功能块则用于这些值的乘除运算。所有模拟量的读入和输出都通过模拟输入输出模板和标准功能块FB250读入和FB251输出,其数据都存入数据块中。模拟输入模板把模拟过程信号转换成CPU能够处理的数字值,模拟输出模板则实现相反的功能。如模拟输入量有煤气压力P05、煤气流量F01、风流量FT11、阀位反馈值、煤气温度T01、煤气压力P01等,模拟输出量有阀位设定ZY01、面板显示的流量值FI01、面板显示风流量FI11等。
五、功能块的应用
1.功能块的特点
功能块可用处理器的全部操作指令系统对一个功能块编程,只能用语句表对功能块编程和存档,可用图形表示,可给功能块赋参数,功能块具有名称等特点。因此,功能块可充分利用处理器,但另一方面,功能块不如程序块那样容易编程。
2.功能块的编程
功能块采用语句表用编程器来编程。功能块分为两大类:即带块参数的功能块和不带功能块的功能块。无块参数的功能块编程在本质上同程序块的编程基本一样,随着编程器提示,输入功能块名(包含8个以内的字符)。带块参数的功能块,则在输入块名以后应该指定这些块参数的名字、参数类型和数据类型。当所有块参数都引入后,再用控制功能的编程继续输入。
3.标准功能块的应用
标准功能块都集成在CPU操作系统中,执行速度极快,且不占用户存储空间,常用的标准功能块有模拟量读入功能块FB250 RLG: AE、模拟量输出功能块FB251 。此外,可编程在运算过程中经常还会用到16位定点码变换器FB241 COD:16、16位二进制乘法FB242 MUL:16、16位二进制除法FB243 DIV:16、定点数到浮点数转换FB15、浮点数到定点数转换 FB16、浮点数相乘FB19、浮点数相除FB20等标准功能块。还有一种由用户编程的功能块,如V02调节阀自动增减功能块FB21和FB22。
六、结束语
实践证明,PLC是实现现场自动化的理想控制器。它的体积小、功能强、程序设计简单、灵活通用、维护方便等一系列优点特别是高可靠性和较强的适应恶劣环境的能力,更是得到用户的好评。作为从事工业自动化的技术人员,不但要熟悉各种控制系统的原理和结构,而且还要了解控制对象的工艺过程和控制要求。只有这样,才能设计、安装调试和维护好工业自动控制系统,确保氧化铝生产过程安全和经济稳定运行















 工商网监
工商网监
评论