 电子发烧友App
电子发烧友App


PCC及其在自动校直切断机中的应用
本文介绍新型可编程控制器PCC(Programming Computer Controller)的结构模型、多任务处理方式以及编程特点,同时,还介绍了厂校联合研制的高速自动校直切断机液压和电气系统,以及PCC在高速校直切断机上的应用。
关键词:PCC;多任务;高速任务级;普通任务级
前言
校直切断机是用于将钢筋校直并切断成设定长度的设备。原有设备其校直速度仅为30m/min,随着建筑行业的不断发展,对校直切断机的生产效率和自动化程度提出了越来越高的要求。由上海交通大学和锡山市荡口通用机械厂联合研制的高速自动校直切断机其校直速度可达120m/min,生产效率和自动化程度大为提高。随着校直速度的提高,对控制设备的检测、控制、数据处理的实时性也提出了较高的要求。PLC以其工作可靠(MTBF为10万小时以上)并适用于恶劣的工作环境而得到了广泛的应用。但传统的PLC是单任务型的,不能处理多任务模块。PCC(Programming Computer Controller)是近年来发展起来的一种新型PLC,它具有多任务处理能力,适合于控制功能复杂、对实时性要求高的场合。
1PCC的多任务处理原理
传统PLC是单任务型的,应用程序对系统来说仅有一个。PLC的系统软件对应用程序反复执行,每执行一遍的时间称为扫描周期,PLC的扫描周期多在1~5ms,该时间足以能识别外部的按钮、开关等的输入并做出响应,这种输入输出的延迟能被大多数的开关型控制场合所接受。然而,在对实时性要求较高的场合,单任务控制方式显得不够灵活甚至不能胜任。
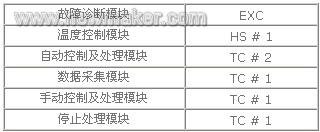
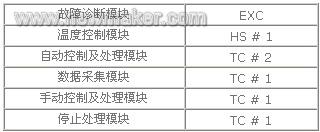
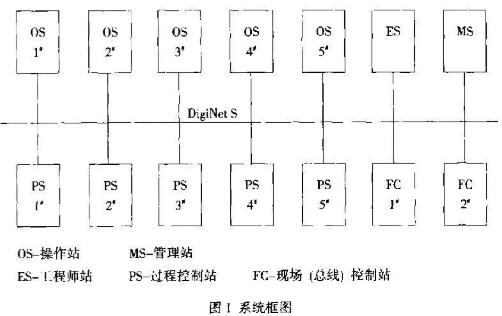
具有多任务处理能力的PCC的结构模型如图1所示,操作系统内核是具有多任务能力的标准操作系统,主要为多任务应用程序提供资源管理。模型的中间层是PCC软件包,它在操作系统内核的基础上对系统任务、多任务应用程序进行管理。系统管理模块和系统任务模块管理系统任务,所谓系统任务是指操作系统的进程。高速任务模块和普通任务模块分别管理高速任务级别和普通任务级别的应用程序。PCC软件包系统允许将用户任务(相对独立的应用程序模块)设定为高速任务级别(HS-Task Class)和普通任务级(Task Class)。高速任务级和普通任务级又可相应划分为如下共8个任务级:HS-Task Class1~HS-Task Class4、Task Class1~Task Class4。其执行的优先级依次递减,每个任务级别又可设定其周期时间。例如,若HS-Task Class2的周期时间为50μs,则系统每50μs执行一次该级别的任务模块。
图1PCC结构模型
以Task Class1和Task Class2两任务级别为例的执行情况如图2所示。多任务的处理实际上是先执行级别高的任务,如图2中的Task Class1,其实际运行时间是4ms,Task Class1执行完后,再执行Task Class2,由于Task Class2的运行时间是9ms,在开始执行ask Class1到下一次执行(即周期10ms)时,Task Class2还未运行完,因Task Class1的优先级别高,所以Task Class2的执行被打断,而转去执行Task Class1,等执行完Task Class1后,再转去执行Task Class2。图2中①表示的是操作系统时钟,图2中②表示的是系统管理所需时间。系统管理时间用于对系统任务的管理,此时间不能改变,并以10ms的操作系统时钟为周期执行。

图2多任务执行时序
应用程序各任务模块级别的设定原则是:在满足实时性要求的条件下,应尽量降低其级别,以避免CPU过载。应用程序的各任务模块对CPU的负载度按下式计算

式中:λ ——该任务对CPU的负载度;
Ti——该任务的实际运行时间(ms),可由Profiler软件测定;
TT——该任务所处级别的周期(ms)。
为保证CPU可靠运行,各任务的λ不应超过80%。此外,为了提高实时多任务的处理能力,PCC在硬件上采用双CPU结构,一个负责与其它输入/输出模块的通讯,另一个CPU专门用于处理用户程序。
2PCC在自动校直切断机上的应用
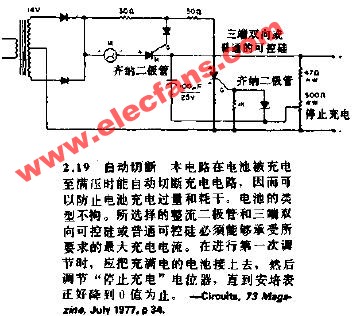
(1)液压系统
液压系统原理如图3所示。图中1、2为双联液压泵。切断缸9下行时,电磁铁8断电,高压小流量泵1和低压大流量泵2同时对切断缸供油,使其快速下行。切断钢筋时负载压力升高,单向阀6闭合,仅由高压小流量泵1供油。切断后,泵2为跟切缸供油,使跟切缸10快速跟切及返回。阀4用于系统短时不工作时对大流量泵卸荷。由于跟切和落料运作几乎同时进行,高速切断时两缸所需流量均较大,故此,落料缸12采用液压泵3独立供油,以避免泵的流量过大和两个液压系统的相互干扰。节流阀14用于调节落料缸12的工作速度。

图3液压系统原理图

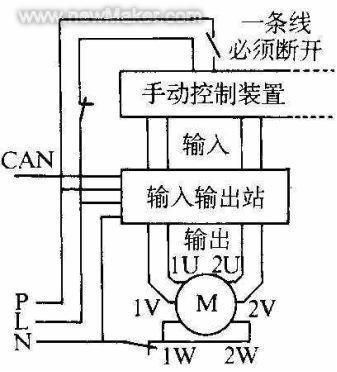
1、2、3. 电机4. 接触器系统5. SMC6、13. 保护装置7. 隔离变压器8、9. 开关电源10. 固态继电器组11. 电磁铁组12. 接触器控制线圈组15. CPU模块16. DI13517. DI43918. DO43519. DO72014. 手动按钮组20. 光电转换器
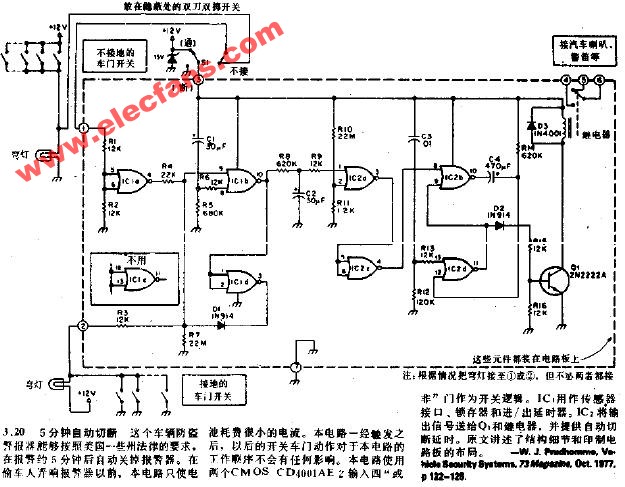
图4电气系统原理图
(2)PCC及电气系统
图3中电机1用于带动校直辊对钢筋校直,电机2是切断和跟切液压系统的驱动电机,3是落料液压系统的驱动电机。中间继电器组用于PCC的输出模块和液压阀电磁铁之间的隔离及信号放大,接触器组用于电机软启动、停止及速度转换。由于1、2两台电机的功率较大,为了减小电机启动过程中对电网的冲击,采用电机软启动器SMC对电机进行软启动。
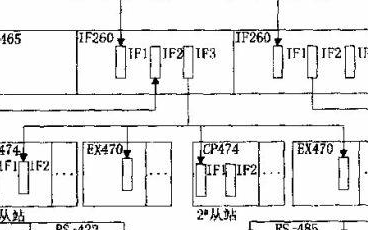
PCC的模块配置如图2所示。CP774是CPU模块,也是PCC的核心模块。DI135是高速计数模块。校直辊在校直钢筋的同时,带动光电型位置传感器,位置传感器的信号经光电转换器放大整形后送入DI135模块,对被校钢筋长度进行检测。DO435是直流输出模块,其输出触点控制中间继电器,中间继电器输出触点控制电磁阀的动作。DO720是交流输出模块,其输出触点控制交流接触器的控制线圈,通过交流接触器实现对三台电机的启停控制及校直电机的高低速控制。DI439是输入模块,手动按钮主要用于系统的调试。PanelWare是与PCC配套的人机交互设备,通过RS232通讯电缆与PCC交互信息。通过PanelWare的面板键和显示屏可设定被加工钢筋的规格、切断长度、切断根数等。
PanelWare的人机交互程序在PanelWare Studio的开发平台上开发,主要是人机界面的设计、输入设定参数、设定并读取控制键等功能。PCC的编程采用Pg2000语言,Pg2000语言是一种类似C语言的编程语言,它结合了C语言和Pascal语言两者的优点。C语言的大部分语法规则都适用于Pg2000语言。由于PCC的系统软件支持多任务处理,本设计中按工艺流程应实现的控制功能将整个控制过程划分成14个任务模块(程序模块),其中主要有参数读取模块、自动切模块、自动跟切模块、自动落料模块、自动停车模块、速度控制模块、连续切控制模块等。这14个模块根据实时性要求的不同,又划分为三个任务级别。由于自动切模块除了控制切刀的动作外,还负责接收计数器计数值,将其设置为任务级别最高的任务模块,其执行周期最短,从而将计数误差控制到最小限度并及时控制阀的动作。而读取参数模块是读取操作人员输入的加工参数设定值,对实时性要求较低,可以将其设定为低级别的任务模块,加大执行周期,以减轻对CPU的压力。
3结束语
具有多任务处理功能的PCC是近年来发展起来的新一代PLC,它不仅适用于小规模的控制,更能胜任复杂的对实时性要求高的控制场合,而且其趋势是系统的可扩展性和对现场总线和网络的支援也在不断增强,随着规模的不断扩大,多任务处理能力越来越显示出生命力。采用PCC控制的自动校直切断机其校直速度提高到了原来的4倍,除生产效率大幅度提高外,其性能、易操作性也有较大的改善。











 工商网监
工商网监
评论