 电子发烧友App
电子发烧友App


PLC在纸浆模塑生产自动控制系统中的应用
本文介绍了PLC在纸浆模塑生产自动控制系统中的应用,重点叙述了成型机监控系统的硬件配置和功能设计。利用PID自整定功能实现真空泵恒负压控制。利用易控(INSPEC)实现成型机生产的在线监控,自动统计产量并生成报表。实践表明,该系统的成功解决了目前纸浆模塑生产中负压波动大、耗能大、废品率高的问题,提高了工作效率,节省了资源,降低了生产成本,具有很好推广价值。
关键词:纸浆模塑成型机;易控(INSPEC);恒定负压;监控系统
◆引言
纸浆模塑工艺在我国最早应用于纸餐盒、纸托盘的生产,现已越来越广泛的应用于仪器仪表、家用电器等进出口产品的包装中。纸浆模塑制品是一种新型的环保包装材料,具有可重复回收利用、生产过程环保、生产成本低等诸多优点。纸浆模塑制品的生产以废纸或纸浆为原材料,经过调浆碎浆、成型、烘干、整型等工序,成为具有环保、防震、防水性能的优质包装产品。
为了能在低值的纸制制品生产中获取最大的效益,进一步降低生产成本,提高整个纸浆模塑生产线的生产管理水平和质量管理水平,通过对原有生产设备进行改造和效能优化,真正实现了全套生产线各个系统的集中自动控制。本文将针对生产线中重要的成型工序的控制进行重点叙述。
◆纸浆模塑成型机生产过程分析
成型工序由水环真空泵、真空泵供水泵、空气压缩机、空气干燥机、成型机等组成。成型机的作用是利用负压将配制好的纸浆吸附在纸浆模具上,经过压模、脱水处理,利用正压使产品从模具上脱落,然后进入下一工序。在生产过程中,成型机对负压稳定性要求较高,一般需要负压维持在-0.05MPa—-0.06MPa之间。负压越低,成型机的模具吸附的纸浆越少,造成产品的厚度过薄,废品率增加;负压越高,一方面容易造成模具堵塞,影响正常生产,另一方面使得产品的厚度过厚,浪费了纸浆和电能。由于成型机的数量已构成一定的规模,所以采用集中供应负压的方式。所需负压由两组真空泵组产生,一组真空泵组包括一台真空泵供水泵、一台水环式真空泵。原有的控制系统全部采用接触器、继电器等手工操作方式。两组真空泵组独立控制,工频运行,不仅控制方式缺乏灵活性,而且负压波动也比较大,废品率较高。每台成型机之间的生产相对独立,因生产品种的不同,需要设定不同的工艺参数,由人工记录生产量并进行统计。
为了保证负压供应的稳定,我们利用PLC和变频器对原有设备进行了改造,采用PLC的自整定PID功能,简单方便的实现了真空泵组的自动切换和自动变频控制。同时采用Modbus总线技术与上位机易控(INSPEC)组态软件通信,不仅实现了产品生产的网络化实时监控,而且能够自动进行产量统计、提供报表及打印功能。
◆成型机监控系统的设计
成型机监控系统主要包括上位机组态界面、通信协议、PLC控制系统三部分。系统结构图如图1所示。组态软件选用北京九思易自动化软件有限公司开发的易控(INSPEC)。易控(INSPEC)软件能够支持同时与不同的PLC设备的通信。

成型机监控系统组态设计及通信协议
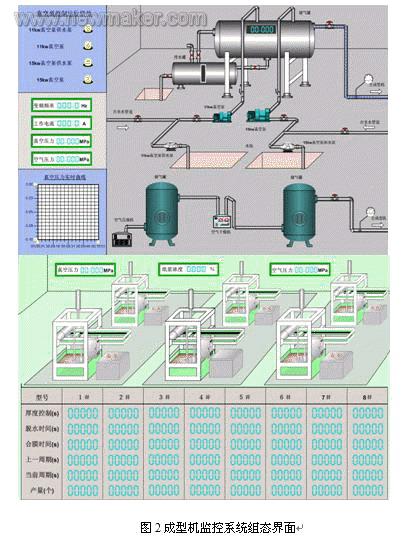
利用易控(INSPEC)组态软件设计上位机的实时监控画面,如图2所示。通过动画模拟实时的生产状况,使系统便于观察和操作;配制好数据库后,系统会自动保存重要的生产数据、生成实时曲线、统计产量、打印报表;当生产过程出现异常时,会弹出报警画面,自动关闭系统并提示相关处理操作。
上位机与不同类型的PLC之间的通信采用不同的通信通道,本系统设置了1通道与台达PLC通信,2通道与艾默生PLC通信;同种类型的PLC之间采用寻址的方式来区分,8台成型机分别对应1~8的地址;总线选用Modbus RTU模式,PLC通信端口的设置要与上位机通信端口的设置保持一致。
﹡ 真空泵变频控制硬件设计
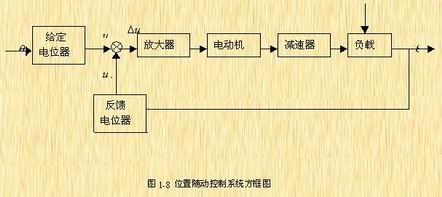
系统保留了原有的手动控制,方便在系统的测试、维修期间,或者在自动控制出现问题时,作为后备功能启用。真空泵组的手动控制和自动控制由手动/自动转换开关来选择。为了节省成本,在自动控制模式下,采用一台变频器控制两台电动机,变频器根据需要在两台电动机之间进行切换。由PLC控制电动机的启停操作。在负压罐的输出管道上,安装有负压传感器,用于获得实际的负压压力。将测得的负压压力与给定的目标值进行比较,通过PID计算得到变频器的输出频率。整套装置组成了一个完整的闭环控制系统,能够根据实际生产的需要,自动调节电动机的输出功率,从而达到稳定负压压力,节约能源和原材料的目的。
控制系统的硬件配置包括:台安N2系列220V/440V 22kw变频器1台、艾默生EC20系列可编程控制器(PLC)、艾默生EC20系列8AD模块、艾默生EC20系列4DA模块、负压传感器、以及空气开关、断路器、防雷器等系统保护性器件,还包括接触器、继电器若干,主要用于PLC的继电器输出及变频器在两台电动机之间的切换。系统的原理框图如图3所示:

负压传感器负责在生产过程中实时采集负压压力的信号,然后通过屏蔽双绞线将4~20mA电流信号送到PLC控制系统的8AD模块中,与PLC中设定的目标值进行比较,差值送入PID计算得到一个控制量,经4DA模块转换成0~10V的电压信号,通过改变变频器的输出频率来改变电动机的转速,实现负压压力的自动调节。
在自动模式下,通过变频器实现电动机的软启动,可以有效的减少启动电流对电动机的冲击,延长电动机的使用寿命。两台电动机将依据变频运行的时间(我们定为36小时),轮流作为变频运行的电动机。在电动机变频运行期间,如果变频时间达到规定的时间,为了不影响生产,电动机将继续变频运行,直到下一次启动时自动转换变频运行的电动机。考虑到水环式真空泵存在下限运行频率,把变频器的频率下限设为36Hz,频率上限设为50Hz。PLC首先启动变频运行的电动机,如果电动机连续运行在50Hz超过一段时间(我们定为3分钟),负压压力仍然达不到目标值,系统将自动工频启动另一台电动机,并延时一段时间以后再进行判断,避免了电动机频繁启停动作;如果变频频率低至36Hz后超过一段时间(我们定为1分钟),系统将会自动停止另一台电动机,防止外部干扰而让电动机产生误动作。电动机的运行频率可以将变频器的频率输出信号通过屏蔽双绞线送至PLC的8AD模块中。
﹡ 真空泵变频控制软件设计
本系统中设计的程序块主要分为以下几个部分:初始化配置,主要有PLC扩展模块8AD、4DA的初始化设置以及特性参数的设置,还有PID各个控制参数的设置;依据变频运行的时间,确定变频运行的电动机和工频运行的电动机;根据负压传感器的反馈信号与设定的目标值比较,进行PID运算,得到变频运行频率的控制量;运行频率判断,根据判断结果,来决定是否启停工频运行电动机及变频运行电动机的运行频率;电动机的运行信号、故障信号检测及过电流保护,变频器的故障信号及复位。艾默生EC20系列PLC编程软件自带PID指令向导,改变了以往PLC实现PID控制算法难度大的困境,能够非常方便快捷的生成PID配置程序和PID控制程序,减轻了编写程序的负担。下面对程序中几个比较重要的部分进行详细的叙述。
PID控制参数整定。变频控制系统选择了4DA模块的0~2000对应0~10V的模式,所以需要设定PID控制的输出上下限有效,并且设定输出下限值为0,输出上限值为2000,与4DA模块的输入数字量对应,消除了控制的盲区;采样时间要选择合适,采样时间过短PID指令无法执行,经过现场调试,我们选定的采样时间为100ms;为了使测量值变化平滑,将输入滤波常数定为10%;选择10%的微分增益,可以缓和输出值得剧烈变化;控制系统PID参数的整定根据负压压力的实时曲线来不断的调整,最终定出合适的值。
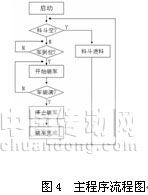
变频运行时间计算及切换。程序流程图及部分梯形图如图4所示。D500、D501、D502分别为停电保持的数据寄存器,D500存储变频运行转换时间为36小时,D501存储18kw真空泵组变频运行的时间,D502存储22kw真空泵组变频运行的时间。X2、X4分别为18kw真空泵组变频运行信号和22kw真空泵组变频运行信号。M30为自动控制模式。M205的常闭触点接18kw真空泵组变频启动信号,M206的常开触点接22kw真空泵组变频启动信号。程序运行的结果,将使M205产生一个以72小时为周期的时钟振荡信号,其中首个周期的前半周期为0,也即是首先选定18kw真空泵组的电动机变频运行。

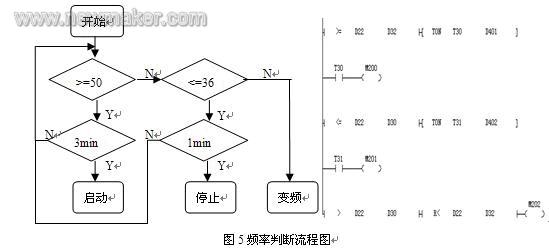
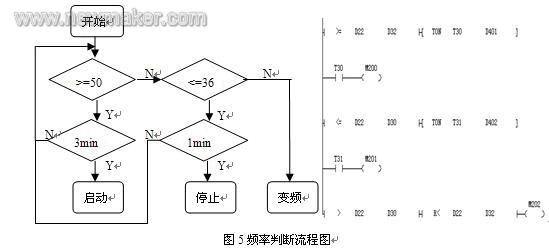
运行频率计算。程序流程图及部分梯形图如图5所示。D22为PID计算得到的频率,D32为变频器设定的频率上限,D30为变频器设定的频率下限。T30和T31用的是接通延时计时指令,只有当频率到达设定的值,并持续设定的时间长度D401和D402,线圈M200、M201才会导通。线圈M200、M201、M202分别对应启动电动机、停止电动机、控制变频电动机的操作。
结论
本文利用PLC和变频器实现了真空泵组的自动变频控制,改变了以往纸浆模塑生产线中负压压力波动大,废品率高的现状;利用易控(INSPEC)组态软件优越的组网功能,方便快捷的实现了成型机的实时生产数据监控。实际结果表明,该系统不仅提高了控制系统的响应速度和生产效率,而且节省了原材料和电能,使系统运行的方式更加合理、灵活、可靠。












 工商网监
工商网监
评论