 电子发烧友App
电子发烧友App


基于PLC、组态王设计气体计量检定系统
介绍了在标准装置的基础上增设传动装置,双向编码器,微机构成的装置,形成了可自动计量,检定的钟罩式气体计量检定装置。微机对双向编码器和PLC采集的数据进行处理,对现场进行实时监控,计量出充入,排出钟罩的气体体积,自动计算对比分析检测结果。并自动打印出检定结果。
关键词:PLC 组态王软件 钟罩 计量 检定
1 引言
钟罩式气体计量器是标定气体流量仪表的标准装置,是以钟罩内有效容积作为标准体积,当钟罩下降时,排出钟罩内的气体经测试管道通往被检表,比较钟罩内排出的气体与被检表指示的气体体积,求取仪表的精度。钟罩式气体计量检定系统主要有三种工作形式:(1)手动检测、直读式;(2)半自动检测(配有流量积算仪);(3)全自动检测(计算机控制)完成对整个检测过程的自动控制。详细介绍全自动过程的实现方法。它采用计算机和PLC技术进行检测,脉冲数据采集选用高精度、高可靠性的光电双向编码器,来实现用气体计量器进行气体流量仪表的自动测量、记录、检定。
2 系统组成及工作原理
2.1系统组成
钟罩式气体计量装置自动控制系统有:标准装置、计算机、PLC可编程控制器、静音空气压缩机、光电双向编码器、电磁阀等组成。
2.2系统工作原理
该系统是利用钟罩式气体计量器,提供一个压力稳定的标准体积气源,采用光电双向编码器为钟罩量筒的位置传感元件、电磁阀为控制元件,通过程序设定来实现定量排气,并完成检测过程的自动控制,使之成为校验气体仪表的自动标准装置。
2.3 实现方法
(1)根据下表1输入理论仪表系数

(2)根据钟罩式气体计量器检定证书的实际高度所对应的标准容积值,测出提升脉冲数。
(3)实际测量仪表系数K
仪表系数K=((H12-H11)*Q1)/((H2-H1)*|F1-F2|(单位:升/个脉冲))
(H1、H2、H11、H12、F1、F2—第一、二次上升、下降高度及所对应的频率。Q1—钟罩标称容积。)
重复上述过程计算出10个仪表系数后取平均值,就是实际仪表系数K。
最后根据公式:Q=K*f (Q—标准容积;K—实际仪表系数;f——标准容积所对应的脉冲数)得出所需要的标准容积。
系统原理框图如图1。

图1 系统原理框图
基于PLC、组态王设计气体计量检定系统
2008-10-24 9:19:00周 兵 缴瑞山 佟海军 马英庆供稿 收藏
摘 要: 介绍了在标准装置的基础上增设传动装置,双向编码器,微机构成的装置,形成了可自动计量,检定的钟罩式气体计量检定装置。微机对双向编码器和PLC采集的数据进行处理,对现场进行实时监控,计量出充入,排出钟罩的气体体积,自动计算对比分析检测结果。并自动打印出检定结果。
关键词: PLC 组态王软件 钟罩 计量 检定
Abstract: Introduce on the standard device of foundation increase to establish to spread to move the device, double toward the device that the coder,computer constitute。Becoming can calculate automatically, that examine、 the clock covers the type air to calculate the examination device。The computer carries on the processing toward the data that the double coder and PLC collects,The solid hour supervise and control owards the spot, Calculate input and output the air physical volume of the clock cover,The automatic calculation contrast the analysis examination result。The auto print out the examination as a result。
Keywords: PLC Kingview Software Clock cover Calculate Examine
1 引言
钟罩式气体计量器是标定气体流量仪表的标准装置,是以钟罩内有效容积作为标准体积,当钟罩下降时,排出钟罩内的气体经测试管道通往被检表,比较钟罩内排出的气体与被检表指示的气体体积,求取仪表的精度。钟罩式气体计量检定系统主要有三种工作形式:(1)手动检测、直读式;(2)半自动检测(配有流量积算仪);(3)全自动检测(计算机控制)完成对整个检测过程的自动控制。详细介绍全自动过程的实现方法。它采用计算机和PLC技术进行检测,脉冲数据采集选用高精度、高可靠性的光电双向编码器,来实现用气体计量器进行气体流量仪表的自动测量、记录、检定。
2 系统组成及工作原理
2.1系统组成
钟罩式气体计量装置自动控制系统有:标准装置、计算机、PLC可编程控制器、静音空气压缩机、光电双向编码器、电磁阀等组成。
2.2系统工作原理
该系统是利用钟罩式气体计量器,提供一个压力稳定的标准体积气源,采用光电双向编码器为钟罩量筒的位置传感元件、电磁阀为控制元件,通过程序设定来实现定量排气,并完成检测过程的自动控制,使之成为校验气体仪表的自动标准装置。
2.3 实现方法
(1)根据下表1输入理论仪表系数
表 1
(2)根据钟罩式气体计量器检定证书的实际高度所对应的标准容积值,测出提升脉冲数。
(3)实际测量仪表系数K
仪表系数K=((H12-H11)*Q1)/((H2-H1)*|F1-F2|(单位:升/个脉冲))
(H1、H2、H11、H12、F1、F2—第一、二次上升、下降高度及所对应的频率。Q1—钟罩标称容积。)
重复上述过程计算出10个仪表系数后取平均值,就是实际仪表系数K。
最后根据公式:Q=K*f (Q—标准容积;K—实际仪表系数;f——标准容积所对应的脉冲数)得出所需要的标准容积。
系统原理框图如图1。
图1 系统原理框图
3 硬件配置
3.1 光电双向编码器
光电双向编码器,是一种通过光电转换将输出轴上的机械几何位移量转换成电脉冲信号的传感器。其原理框图如图2。为判断旋转方向,码盘还可提供相位相差90º的两路脉冲信号和零位信号。三个通道输出信号A、B、Z。顺时针旋转时,通道A输出波形超前通道B波形90°;逆时针旋转时,通道A输出波形迟通道B波形90°;光电双向编码器每旋转一圈,输出一个基准脉冲,基准脉冲的波形中心对准通道A输出的波形。

图2 光电双向编码器原理图
3.2 PLC可编程控制器
下位机PLC可编控制器选用日本欧姆龙CJ1M-CPU22系列机,该系列机为单元连接器连接,由电源模块、CPU模块、存储单元等组成。CJIM-CPU22最大I/O点数为320点,最多可连接单元数为10个,程序容量10K步,数据存储器容量为32K字,LD指令处理速度为100ns,内置I/O:10个输入,6个输出,输入:4个中断输入(脉冲扑捉);2个高速计数器输入(差相:50KHz;单相100 KHz)。
3.2.1 内置CPU单元输入、输出分配
字CIO2960的位03、06、08接高速计数器0的Z、A、B。字CIO2961的位00、01接钟罩的上升和下降启动开关。
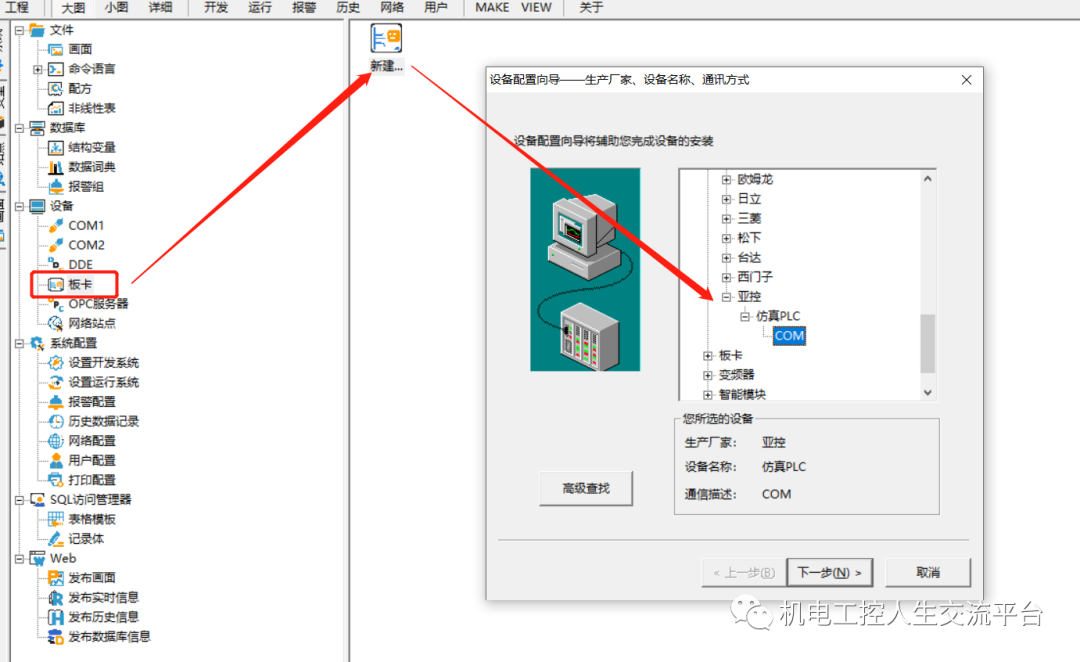
4 PLC与上位机通信
上位机使用的是工控机和组态王软件,也就是PLC与组态王软件的通讯问题。
4.1 带有RS232接口的PLC连接,通信设置值如下
波特率:9600;数据位长度:7;停止位长度:2;奇偶校验位:偶校验。OMRON公司提供了网络通信类型是SYSMAC WAY(bcd data),数据传输格式是基于bcd码,HOSTLINK协议就是基于这种网络类型。 在进行PLC网络设置时,其中的主链接单元号要与组态王中定义设备时的设备地址相一致,PLC在组态王中的设置地址范围为0-31。
5 软件设计
软件设计包括两部分:上位机用组态王软件编写,它的主要功能是:监控下位机来得数据,管理实时和历史数据,实时画面,检定证书打印;下位机用PLC可编程控制器编程。它主要实现,数据采集,运算和自动控制。
5.1 PLC可编程控制器编程
CJ1M-CPU22可编程控制器采集由光电双向编码器来得脉冲信号,进行累积流量,瞬时流量计算,自动控制各个检定点。基本运算公式如下:
(1) Q=K*f 其中:Q——累积流量,单位:升;K——仪表系数,单位:升/个脉冲;f——脉冲数,单位:Hz。
(2)Q1 =Q/t 其中:Q1——-瞬时流量,单位:m3/h; Q——-累积流量,单位:升; t——-时间,单位:小时。
5.1.1存储单元分配
存储单元分配如表

5.1.2 PLC可编程控制器程序框图
程序框图如图5

图5 程序框图
6.1 程序清单(略)
6.2 上位机组态王软件编程
它的主要功能是:监控实时生产过程和下位机来得数据,管理实时和历史数据,实时画面,检定证书打印。
6.2.1 在组态王数据字典里定义I/O变量
使PLC可编程控制器里的内存单元与组态王的I/O变量相对应,从而使两者建立起通信联系。
所有变量的变量类型都是:I/O整型;
连接设备是:CJ1M;连接设备是:CJ1M;读写属性都是:读写;采集频率:1ms。
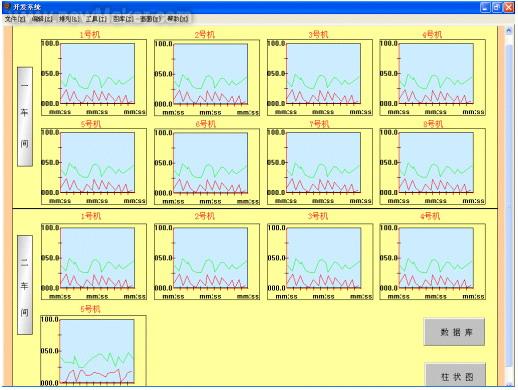
6.2.2 模拟工作过程,实现数据记录,检定证书打印
根据上述工作原理在组态王里作出工作画面、进行动画连接和数据管理。这里所有的“按钮”和“指示灯”用Bit函数、BitSet函数和弹起时、填充属性连接来实现。
所有“数字”都用模拟值输入和输出连接实现要求功能。
6.2.2.1 实现数据记录与查询
这里主要是数据的记录和查询,即对钟罩式气体计量器所检定的数据进行记录,根据需要对数据进行查询。
1.在SQL Server建立数据库报表格式如表

2.利用组态王里的数据库建立、断开、查询函数实现表5功能
(1)连接组态王和数据库函数:SQLConnect(DeviceID,”dsn=;uid=;pwd=”)
(2)从使用的数据库中断开连接函数:SQLDisconnect(DeviceID)
(3)利用综合条件查询方法查询所需要的数据 程序如下:
String where=”日期=‘“+日期查询+”’and a=”+StrFromInt(b,10);//定义查询条件
SQLSelect(DeviceID,“数据”,“查询数据”,where,“”)//得到一个特定的选择集
记录个数=SQLNumRows(DeviceID);//指定选择集中包括多少行
6.2.2.2实现检定证书打印
先根据被检表的要求画出检定证书的格式,再利用下面的函数进行打印。
(1)功能:PrintWindow()————打印指定窗口
(2)格式:PrintWindow(“Window”,xScale,yScale,option,xStart,yStare)
7、结束语
本文作者的创新点是:①利用PLC可编程序控制器实现了流量、仪表系数、频率三者的运算关系,②用组态王软件实现实时监控数据管理。通过在实际工业检定中使用,有效地提高了检定精度和准确性,为企业的信息集成打下了坚实基础。













 工商网监
工商网监
评论