 电子发烧友App
电子发烧友App



图纸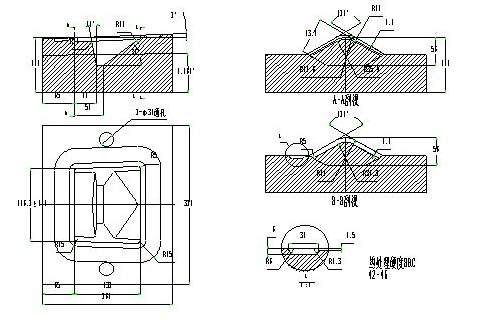
CAD思路
根据图纸提供的5个视图我们要能想象出这个零件是一个什么样的空间的形状。它是一个中间凹,二边有台,而且是一个1度多的斜台,四周有一圈槽。根据图纸提供的零件名称“锻模”,我们可以分析出,这一圈槽是飞边(跑料)槽,真正的型腔是中间凹下去的部分,也是这个零件最核心的部分。图纸中确定零件形状的关键截面有四个:主视图的左端面、右端面和中间的B—B、A—A截面。图纸中提供的最关键的尺寸是B-B截面尺寸和2度尺寸,根据根据这些数据我们可以推算出其余三个截面。造型的主要工作就是根据这四个截面来造型。
利用给定的截面来做造型,首选的功能就是放样增料、放样除料。中间Z-56最深处的形状是一个矩形,根据图纸的给的条件是可以做出的。它的四周是四个三种不同角度的斜面。这三个面也是可以做出的。这一部分的形状我们可以考虑多曲面裁实体,也可以考虑根据四周斜面的斜度求出上端的矩形,利用上下二个矩形做拉伸除料。在这里我们采用第二种方案。第一种方案大家可以试着自己去做。这样我们这个造型的最主要部分都是用放样增料和放样除料来完成的。
四周6mm深的槽在本例中可能是一个难点,只在本例这一个范围内想办法,怎么做都很麻烦,因为这个槽的底面座落在多个面上,而且还有一个1.5mm的尺寸。这时我们千万不要忘了实体的布尔运算,它可以使我们化难为易。根据图纸给的条件我们直接做一个凹槽很麻烦,但我们如果按照图纸给的条件做一个跟凹槽形状一样的凸型却很容易。我们把凸型做出,存为X_T文件。然后再与已经做好的模型做一个布尔运算中差运算,问题就解决了。
下面看具体的造型步骤:
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——1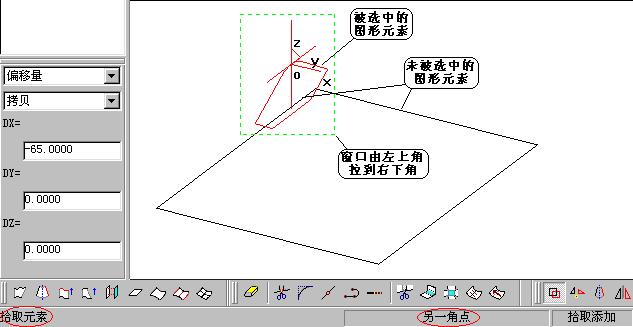
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——2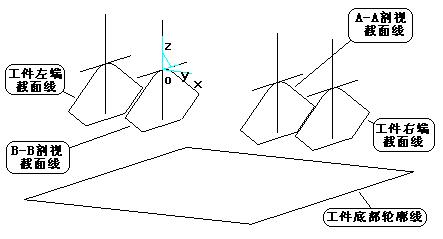
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——3
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——4
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——5
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——6
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——7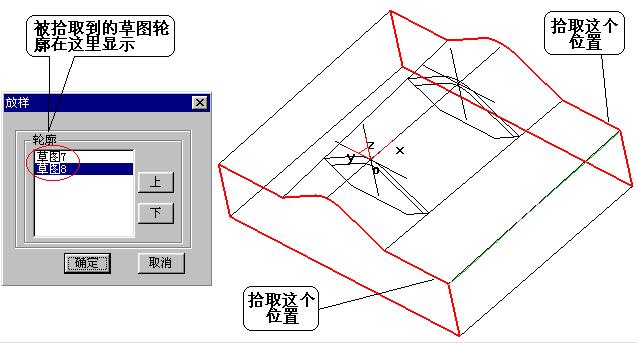
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——8
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——9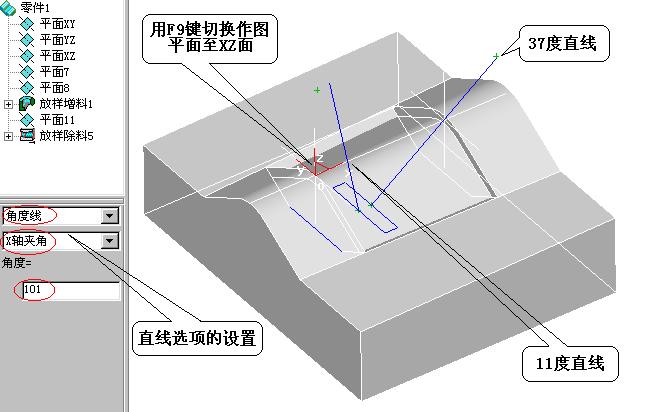
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——10
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——11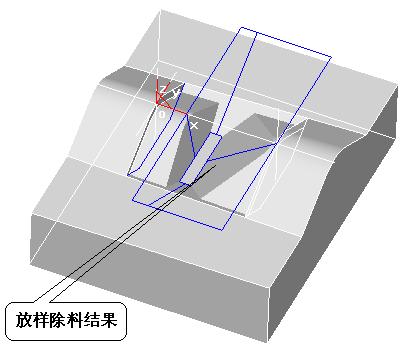
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——12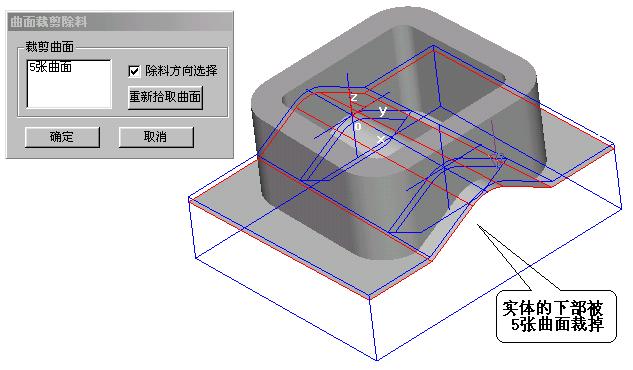
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——13
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——14
设定加工刀具
现在刀具市场上刀具种类繁多,在实际加工中,企业基本上是有什么刀用什么刀,而不可以是想用什么刀就买什么刀。所以刀具的选择既要考虑到加工的的需要也要考虑到实际的可能。在本例中为了叙述的简便,我们只做一次粗加工和一次精加工。刀具刀只选一把R5的球刀,粗加工和精加工共用一把刀。
刀具选好后要在系统的刀具库中进行定义(如果系统的刀具库中没有这把刀的话)。系统在生成刀具轨迹时将根据这把铣刀来计算刀具轨迹。
1.选择【应用】→【轨迹生成】→【刀具库管理】命令, 弹出刀具库管理对话框。
2.增加铣刀,这里可以任意增加刀具和删除刀具。单击“增加铣刀”按钮,在对话框中输入铣刀名称,刀具名称可以任意给,只要自己好识别就可以了。
一般都是以铣刀的直径和刀角半径来表示,刀具名称尽量和工厂中用刀的习惯一致。刀具名称一般表示形式为“D10,r3”,D代表刀具直径,r代表刀角半径。
3.设定增加的铣刀的参数。键入正确的数值,刀具定义即可完成。其中的刀刃长度和刃杆长度与仿真有关而与实际加工无关,在实际加工中要正确选择吃刀量和吃刀深度,以免刀具损坏。
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——15
后置设置
生成刀具轨迹以后要生成机床能够执行加工的的G代码程序。后置格式因机床控制系统的不同而略有不同。在《制造工程师》中后置的设置是灵活的,它可以通过对后置设置参数表的修改而生成适应多种数控机床的加工代码。自己增加的机床(后置文件)能够存储而成为用户自己定义的后置格式。
在《制造工程师》中系统默认的格式为FANUC系统的格式,用户可以在增加机床中给出机床名,来定义适合自己机床的后置格式。后置中各项设置如下:
设定加工范围
锻模的上表面和所有型腔都要加工,所以它的加工范围就是零件的最大轮廓。在做造型时第一步就是做了一个矩形,用这个矩形就可以作为它的加工范围。
注意:在做造型的过程中经常要做很多的曲线,如果只做造型,不做加工,这些线可能就没有用途。但只要做加工,这些线就会经常被用到,所以这些线不要轻易删除,最好采用隐藏的方法,随时用随时设为可见,避免不必要的重复劳动,提高工作效率。
1.单击标准工具栏中的“线面可见”按钮 ,隐藏的所有线以红色显示了来,选工件底部矩形的四条边,按鼠标右键确认,矩形被保留在屏幕上,其余线仍继续被隐藏。
2.单击几何变换工具栏中的“平移”按钮 ,选择“拷贝”方式,输入DZ=117,将这个矩形向上平移117(最高点的数据可以通过查询得到),得到如下结果。上下二个矩形间的范围,就是我们的加工范围。加工的顶层高度是Z=7,就是上面矩形上的任意一点,加工的底层高度是Z=-56。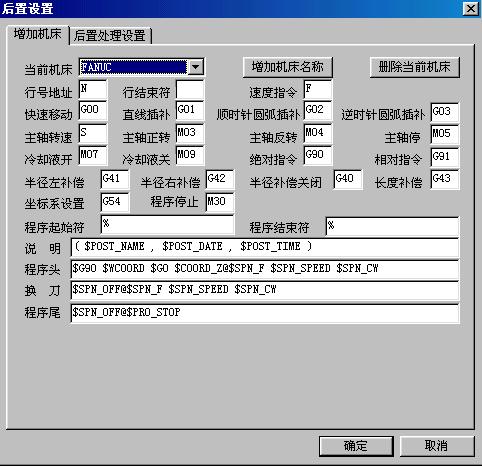
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——15 B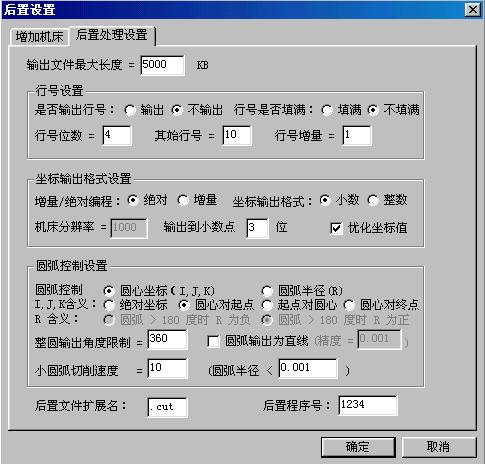
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——16
初学者或企业实际工作人员可以使用CAXA制造工程师特有的"知识l加工”模板进行加工。(另文介绍)
锻模的常规加工
如果您对CAXA制造工程师已经非常熟悉,您还可以采用更多的加工方式来进行加工。
加工思路:等高粗加工、曲面区域加工。
对于所做的锻模来说,它的整体形状是较为平坦的。粗加工采用等高粗加工,精加工采用曲面区域按45度方向加工。在加工中当刀具轨迹平行于某个面而这个面又较陡时,会使加工的质量下降,45 度方向加工将会提升更多的面的加工质量,这是在实际加工中经常采用的方法。
等高粗加工刀具轨迹
1.选择【应用】→【轨迹生成】→【等高粗加工】命令,弹出粗加工参数表,在表中按下图所示来选择和键入数值。根据使用的刀具R5球刀,设置切削用量参数,如图所示。
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——17
2.选择“进退刀方式”和“下刀方式”选项标签,设定进退刀方式和下刀切入方式均为“垂直”。
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——18
3.选择“铣刀参数”选项标签,选择在刀具库中已经定义好的铣刀R5球刀,并可以设定和修改球刀的参数。选择“清根参数”选项标签,设置清根参数。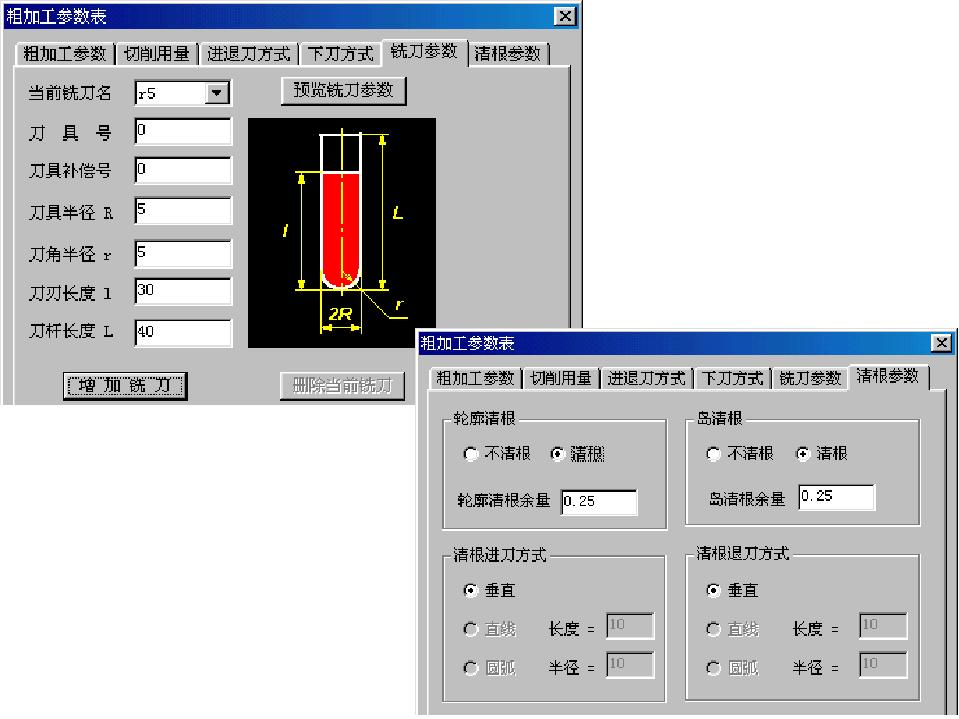
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——19
4.粗加工参数表设置好后,按“确定”。屏幕左下方提示“拾取轮廓”。选上边或下边的矩形轮廓都可以,然后根据箭头选择方向。这个方向与加工时的走刀方向有关,拾取轮廓时的位置与下刀点有关,通常它在轮廓上与拾取位置最近的一点的下刀。
5.拾取轮廓完成后屏幕左下边提示拾取曲面,按“W”键或用鼠标点取实体任意位置,被选中的实体的线架变红。按鼠标右键确认,系统开始计算刀具轨迹。大约40秒左右粗加工刀具轨迹生成。结果见下面左图。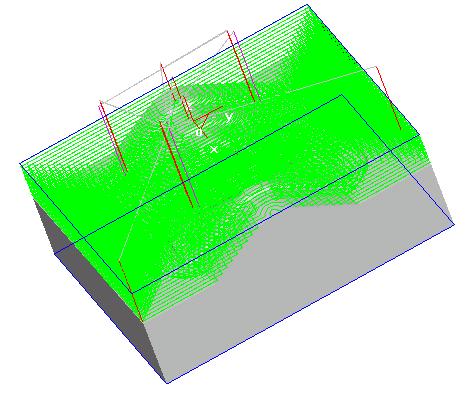
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——20
6.粗加工刀具轨迹可以查询,选择【工具】→【查询】→【粗加工层轨迹】命令,在立即菜单中选择“不保存层轨迹”。屏幕左下部提示拾取刀位点,用鼠标选中其中的一层轨迹,这一层刀具轨迹在屏幕上被单独显示。这一功能对检查粗加工刀具轨迹非常有用。按ESC键或鼠标右键退出查询。
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——21
精加工(曲面区域)刀具轨迹
1. 首先把粗加工刀具轨迹隐藏。
2. 选择【应用】→【轨迹生成】→【曲面区域】弹出曲面区域加工参数表。按下面参数表中的值键入各项参数,刀具和其它参数按粗加工的参数来设定。完成后按确定。
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——22
3.根据屏幕左下面的提示来拾取曲面和轮廓线。拾取的方法和前的粗加工相同。完成后按鼠标右键确认。系统开始计算刀具轨迹。按上面参数表给的参数,整个计算时间大约8分钟。如果是做练习,曲面精度请改为0.1,行距请改为3,计算时间大约为1分钟。结果如下。
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——223
轨迹仿真
加工轨迹生成后进行仿真有三个用处:一是可以看到加工的真实过程;二是可以检查轨迹有无过切;三是可以告诉机床的操作者,要加工件的什么部位,刀具是在怎样进行加工的,很直观,比口头解释要清楚。
1. 首先把刚才做的粗加工轨迹设为“可见”。
2. 选择【应用】→【轨迹仿真】命令,在立即菜单中选择“拾取两点”且“快速仿真”方式。仿真有二种方式:一是实时仿真。能够看到仿真加工的整个过程,但速度要慢一些;二是快速仿真。不显示仿真加工的整个过程,只给出结果,但速度快。用户可以根据需要来选择。
3. 根据屏幕左下边的提示“拾取刀具轨迹”,可以分别拾取也可以用窗口拾取,被拾取到的刀具轨迹变红,按右键确认。
4. 屏幕左下边提示拾取两点,拾取上下二个矩形所形成的立方体的任意二个对角点,屏幕上出现一个立方体的毛坯,接着开始自动进行加工仿真,仿真结果如下。
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——24
精加工仿真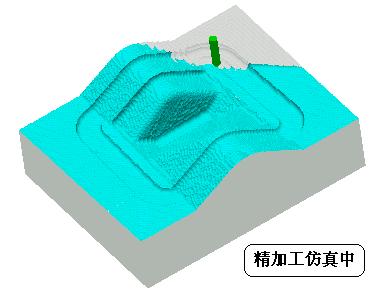
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——25
生成加工G代码
1.前面已经做好后置设置。选择【应用】→【后置处理】→【生成G代码】命令。弹出后置文件对话框,输入文件名后按确定。
2.屏幕左下部提示“拾取刀具轨迹”,用鼠标拾取粗加工刀具轨迹,按鼠标右键确认。稍等片刻,G代码生成。
3.同样的方法可以生成精加工G代码。如果两条刀具轨迹同时拾取,那么两条刀具轨迹将会生成一个G代码程序。是否要这样做,要看实际的需要。 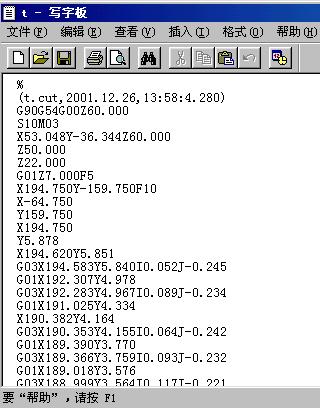
磨擦楔块锻模(牡丹江机车车辆厂)CAD/CAM——26
生成加工工序单
生成加工工序单的目的有三个:一是车间加工的需要,当加工程序较多时可以使加工有条理,不会产生混乱。二是方便编程者和机床操作者的交流,凭嘴讲的东西总不如纸面上的文字更清楚。三是车间生产和技术管理上的需要,加工完的工件的图形档案、G代码程序可以和加工工序单一起保存,一年以后如需要再加工此工件,那么可以立即取出来就加工,一切都是很清楚的,不需要再做重复的劳动。
1.选择【应用】→【后置处理】→【生成工序单】命令,弹出选择HTML文件名对话框,输入文件名后按确定。
2.屏幕左下边提示拾取加工轨迹,用鼠标选取或用窗口选取或按“W”键,选中全部刀具轨迹,点右键确认,立即生成加工工序单。生成和结果如图所示。
3.加工工序单可以用IE浏览器来看,也可以用WORD来看并且可以用WORD来进行修改和添加。
至此锻模的造型、生成加工轨迹、加工轨迹仿真检查、生成G代码程序,生成加工工序单的工作已经全部做完,可以把加工工序单和G代码程序通过工厂的局域网送到车间去了。车间在加工之前还可以通过《制造工程师》中的校核G代码功能,再看一下加工代码的轨迹形状,做到加工之前胸中有数。把工件打表找正,按加工工序单的要求找好工件零点,再按工序单中的要求装好刀具找好刀具的Z轴零点,就可以开始加工了,注意第一刀要慢一些,手不要离开F进给速度倍率旋钮, 如果没有问题,你就可以一边干这件活,一边准备下一件活了。
CAXA制造工程师教程 (图解)
- CAXA(36232)


相关推荐
CAXA制造工程师2004
CAXA制造工程师2004在3·15消费者权益保护日当天,国内最大的CAD/CAM工程软件开发商CAXA在京隆重发布了其千锤百炼、融贯东西的一款精品CAM产品——“CAXA制造工程师2004”,
2009-10-18 18:10:58 2826
2826
2826CAXA制造工程师在数控加工制造中的应用
CAXA制造工程师在数控加工制造中的应用
CAXA制造工程师是一款优秀的国产数控加工软件,随着软件知名度的提高,在国内的用户群与日俱增。为了推
2009-10-18 18:48:304409
4409智能制造工程师是做什么的_智能制造工程师要学什么
智能制造时基于人工智能的研究的一个专业。培养具有机械工程、电气控制工程、计算机和信息化管理技术等学科知识交叉融合型工程技术人才。学生接受从理论到实际应用的智能制造工程师基本训练,培养智能产品设计制造,智能装备故障诊断、维护维修,智能工厂系统运行、管理及系统集成等方面的复合型、应用型工程技术人才。
2020-03-23 14:37:5625908
25908网优工程师:5G NSA组网信令翻译(图解)资料下载
电子发烧友网为你提供网优工程师:5G NSA组网信令翻译(图解)资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
2021-04-28 08:47:35 8
8
8
电子工程师该如何选择PCB制造商?
随着技术的进步,PCB制造工艺也在不断发展。获取定制PCB的过程不再喧嚣,工程师可以在线快速订购复杂的PCB并在几天内获得。多家制造商以低成本提供优质的PCB制造服务。在下订单之前,请务必对制造
2019-07-29 11:46:592039
2039





 工商网监
工商网监
评论