通信在IPC(Industrial Personal Computer)与运动控制器构成的开放式数控系统开发平台上,虽然这种主从式结构,确保了运动控制指令在运动控制器内高速、实时的被执行,但在PC平台上,仍需要完成诸如实时显示、预处理计算、系统状态监控等许多任务。
2016-10-27 18:58:21 3244
3244 
开放式网络化数控的基本概念是什么? 开放式网络化数控平台的基本结构是由哪些部分组成的?
2021-08-05 07:27:45
1 .引言20世纪90年代,国外的数控系统完成了从16位机向32位机和伺服驱动从直流式向交流全数字式的转变,数控系统体系结构从封闭转向开放,从而使数控系统可充分利用计算机技术的丰富资源,能根据控制
2021-07-01 13:55:51
开环控制系统:采用步进电机作为驱动部件,没有位置和速度反馈器件,所以控制简单,价格低廉,但它们的负载能力小,位置控制精度较差,进给速度较低,主要用于经济型数控装置; 半闭环和闭环位置控制系
2021-09-09 06:45:03
。运动控制在机器人和数控机床的领域内的应用要比在专用机器中的应用更复杂,因为后者运动形式更简单,通常被称为通用运动控制,运动控制器的发展与之相适应,其发展趋势向多轴化、网络化、开放式、智能化、可重构性等方...
2021-09-07 07:40:34
Keysight|是德8714ES RF 经济型矢量网络分析仪二手8714ES 供应热线:***/13728431276(同微)曾S供应QQ:3140751627(同微)koukou
2021-02-26 16:32:04
数控技术(CNC)已经成为现代制造业的核心技术之一,开放式数控系统相对于传统数控系统在功能、灵活性、成本等方面的优势,使得开放式数控成为数控系统未来发展的主要趋势。目前,开放式数控系统主要有三种结构,即专用CNC+PC、通用PC+运动控制器和软数控系统。
2020-03-16 08:03:57
专用机器中的应用更复杂,因为后者运动形式更简单,通常被称为通用运动控制(GMC)。运动控制器的工作原理及应用传统的数控机床的控制方式主要有继电器控制、单片机控制与PLC控制几类。现阶段数控系统逐渐向
2021-08-02 10:04:58
数控系统作为数控机床的核心装备,对国民经济的一些重要行业(如国防军工、航天航空、it行业、汽车、轻工、冶金、医疗等)的发展起着越来越重要的作用。开放式、智能化、网络化成为当代数控系统发展的主要趋势。
2019-09-29 08:02:26
规则,可以构建不同的嵌入式数控系统,由数控系统集成到工控站,由工控站再到工控网络乃至更复杂的系统。嵌入式数控体系结构能够提高系统的灵活性、可靠性、安全性和开放性。
2019-09-02 06:36:37
运动控制技术是制造自动化的关键基础,其水平高低是衡量一个国家工业现代化的重要标志,研究和开发具有开放式结构的运动控制器是当前运动控制领域的一个重要发展方向。随着集成电路技术、微电子技术、计算机技术
2019-09-04 07:10:42
运动控制技术是制造自动化的关键基础,其水平高低是衡量一个国家工业现代化的重要标志,研究和开发具有开放式结构的运动控制器是当前运动控制领域的一个重要发展方向。随着集成电路技术、微电子技术、计算机技术
2019-08-30 08:27:17
现有的数控系统中多采用工控机加运动控制卡的计算机数控系统方案进行运动控制器的设计。随着工控机整体功能日趋复杂,对运动控制系统的体积、成本、功耗等方面的要求越来越苛刻。现有计算机数控系统在运动控制方面
2019-08-28 08:20:01
现有的数控系统中多采用工控机加运动控制卡的计算机数控系统方案进行运动控制器的设计。随着工控机整体功能日趋复杂,对运动控制系统的体积、成本、功耗等方面的要求越来越苛刻。现有计算机数控系统在运动控制方面
2019-08-26 07:06:58
基于LINUX的开放式结构数控系统是由哪些部分组成的?基于LINUX的开放式结构数控系统有哪些特点?
2021-10-11 09:15:31
摘要:针对现代工业过程控制中实时通讯要求和现场总线存在的缺点,用现在流行的开放式标准接口技术OPC规范,设计了一种基于LabV IEW的PC与PCC实时数据通讯方案,并给出了具体的实现过程。该方案
2019-04-03 09:40:03
:开环控制系统,半闭环控制系统按制造方式:通用型数控系统,专用型数控系统按功能水平分类:经济型,普及型,高级型。(无严格界限参考指标包括:CPU性能、分辨率、进给速度、伺服性能、通信功能、联动轴数)按工业
2021-02-21 10:05:02
,工作于开环控制方式。由于这类控制器不能提供连续插补功能,也没有前馈功能,特别是对于大量的小线段连续运动的场合不能使用这类控制器。第3类是基于PC总线的以DSP或FPGA作为核心处理器的开放式运动控制
2019-07-31 07:52:19
为解决精密制造对低成本、可移植性强的通用型多轴数控系统的迫切需求,给出一种基于ARM微处理器S3C2440和专用DSP运动控制芯片PCL65045BL组合的嵌入式四轴运动控制器。
2021-04-20 06:23:57
现有的数控系统中多采用工控机加运动控制卡的计算机数控系统方案进行运动控制器的设计。随着工控机整体功能日趋复杂,对运动控制系统的体积、成本、功耗等方面的要求越来越苛刻。现有计算机数控系统在运动控制方面
2019-08-23 08:17:48
嵌入式操作系统μC/OS-Ⅱ是一个可裁剪、源码开放、结构小巧、抢先式的实时多任务内核,主要面向中小型嵌入式系统,具有执行效率高,占用空间小,可移植性强,实时性能优良和可扩展性强等特点。数控系统是一个
2020-03-11 06:47:49
“NC嵌入PC”的开放式数控系统结构模型,充分利用了PC机的丰富资源(内存空间大、硬盘容量大和高速运算功能的CPU),使这种结构模式成为开放数控系统的主流设计。DSP因其高速、强实时控制能力而迅速得到了广泛的应用,但由于其有限的PWM输出口,要实现多轴控制,单个DSP芯片就显得鞭长莫及。
2019-08-26 07:03:38
本文提出了一种不采用在板处理器而以PC机微处理器为控制核心的开放式四轴运动控制器,该运动控制器采用ALTERA公司的复杂可编程门阵列(CPLD)EPF6016实现硬件管理功能,硬件的功能可以通过软件配置,而应用层的功能如运动轨迹规划和伺服控制等均由PC机完成。
2021-04-15 06:09:21
本文介绍一种采用无线通信技术的新型开放式数控系统。
2021-06-02 06:57:37
、与外部网络或INTRANET采用以太网连接,形成一个可重构配置的纯软件化结合多媒体和网络技术的高档开放式结构数控系统平台
2021-07-05 06:25:34
采用无线通信技术的新型开放式数控系统由哪几部分构成?
2021-06-03 07:19:15
数控是什么意思?面向对象技术在开放式数控中有何应用?
2021-09-24 14:36:45
下面由深圳市四元数数控技术有限公司小编讲解一下示教型数控系统特点吧!四元数示教型数控系统是数字控制系统的简称(Numerical Control System),根据计算机存储器中存储的控制
2022-03-02 17:06:17
分析了影响数控火焰切割机加工精度的主要因素,利用开放式数控系统的软件开放性,提出了采用IGCAQBP学习算法的神经网络方法来对包括金属热变形、机械传动误差等非线性因素
2008-11-11 17:37:37 12
12 经济型网络化数控系统的开发与应用文中介绍了基于工业PC和专用DSP运动控制技术的经济型网络化开放式数控系统。在WINDOWS平台下,利用PC丰富成熟的资源和专用DSP MCX314AS强大的运
2009-05-05 21:57:3618 针对“PC+运动控制器”的开放式数控系统,分析了开放式数控系统硬件平台设计总体方案,具体完成了PC 微机、6020 控制卡、驱动器和步进电机的连接设计,测试了接线设计的正确性
2009-06-03 09:35:4923 本文讨论了采用日本三菱公司的运动控制单元FX2N-20GM、PLC以及图示操作终端F940GOT开发碾铆机数控系统的方法及技术关键,开发了一种经济性好、可靠性高的数控系统,并成功地应用
2009-06-04 09:41:5026 在探讨了开放式数控系统的开放途径的基础上,提出了一种运行在PC机上,基于DSP的完全开放的数控系统,阐述了这种数控系统的软硬件结构及实现方法。关键词: 开放式数控
2009-08-24 15:24:0912 开放式数控裁床软件系统的研发:针对发展新型数控电脑裁床的需求,分析了数控电脑裁床控制的特殊性,构建了基于工业PC 机,以GD104 多轴运动控制卡为核心的开放式数控电脑裁床
2009-10-13 09:05:1115 针对“PC+运动控制器”的开放式数控系统,分析了开放式数控系统硬件平台设计总体方案,具体完成了PC 微机、6020 控制卡、驱动器和步进电机的连接设计,测试了接线设计的正确性
2009-10-13 09:05:5373 准柔性生产线通用数控系统的研究:给出了准柔性生产线的概念,介绍了一种基于运动控制卡和工业PC机、运行在Windows平台下的准柔性生产线通用数控系统。该数控系统以“工业PC
2009-10-15 17:00:4529 在详细研究了数控系统及CAN 总线的基础上,根据特定的系统需求,提出并成功开发了以微型计算机为上位机、以CAN 总线为现场设备通信平台的开放式数控系统。
2009-12-14 15:51:4010 针对发展新型数控电脑裁床的需求,分析了数控电脑裁床控制的特殊性,构建了基于工业PC 机,以GD104 多轴运动控制卡为核心的开放式数控电脑裁床系统软件体系结构,给出了关键环节的
2009-12-16 14:18:3417 根据基于ARM 处理器的数控系统的需要,通过对EP9315 开发板的研究与实验,提出一种在ARM 数控系统上实现PC/104 总线的方案,用于读写运动控制卡。采用CPLD 和VerilogHDL 语言,描述
2010-01-07 14:03:5430 随着计算机技术的发展,数控系统正在发生着日新月异的变化。本文介绍了开放式数控系统的特征以及比较了当前开放式数控系统的几种模式。通过目前3 种开放式数控系统体系
2010-01-11 17:11:1825 FC3A型开放式网络控制器使用指南
加强了与开放式网络控制器进行连接及通信功能的开放式网络控制器。• 与世界标准的开放式网络(INTERBUS®、L
2010-04-02 10:56:4112 基于DSP的机床数控系统设计
使机床工作台达到亚微米级的线性运动精度,现代控制技术的引入对处理器有了更高的要求.用高性能的数字信号处理器(DSP)代替单
2010-04-02 15:19:5530 在详细研究了数控系统及CAN总线的基础上,根据特定的系统需求,提出并成功开发了以微型计算机为上位机、以CAN总线为现场设备通信平台的开放式数控系统。
2010-07-13 15:27:2726 采用DSP TMS320F240作为控制系统,对经济型车床C616A实现了可以进行车、铣、削等加工的数控化综合改造, 提高了机床的加工精度、增加了车床的用途,具有很强的实用推广意义。
2010-08-05 15:44:2410 运动控制器已经从以单片机或微处理器作为核心的运动控制器和以专用芯片(ASIC)作为核心处理器的运动控制器,发展到了基于PC总线的以DSP和FPGA作为核心处理器的开放式运动控
2010-10-07 15:30:3876 工业PC标准开放体系结构数控系统在卧式加工中心上的应用
使用工业PC 标准开放体系结构数控系统,进行卧式加工中心电气控制系统的设计、调试及C ++语言PMC 软件开发,指
2010-11-04 22:58:4341 五轴联动数控系统的开放化设计
介绍了一种基于工控机的五轴联动数控系统,对其系统构成,硬件软件开放化设计方法进行了探讨。从开
2009-06-13 17:54:451621 
一种基于运动控制卡的数控专用机床
摘要:本文介绍了大米加工机械中,磨辊加工数控系统的硬件组成,控制程序的模块构成和关键
2009-10-13 18:48:005085 
基于DSP和CPLD 可重构数控系统的设计与仿真
1、前言
随着计算机技术的高速发展,各工业发达国家投入巨资,对现代
2010-02-09 10:52:11920 
数控系统由传统的专用型封闭式系统向灵活的开放式数控系统转变已成为一种必然趋势。与传统的封闭式数控系统相比,开放
2010-07-21 10:10:581047 一、引言当前,各种运动控制卡的二次开发的比较复杂。目前国内比较多的工程师都熟悉数控系统的G代码,在ARM 32位单片机和国产
2010-10-11 17:21:272285 经济型数控系统的硬件和软件设计直接影响数控系统的加工性能和操作性能。本文介绍经济型数控系统硬件设计中经常遇到的一些问 题及处理方法。 1 功能选择 系统功能选择的方法有
2011-06-21 16:25:4867 本文在开放数控模型的基础上,提出了一个经济、高速的开放数控系统结构模型。该数控系统在软硬件平台体现出了良好的开放性,能控制多种电机四轴联动,符合开放数控发展方向。
2011-08-28 18:02:341833 
北京理工大学在“985”项目的支持下,研制成功了3PRS-XY混联型并联机床样机,作者结合该机床的研制,设计了基于“PC+TurboPMAC”模式的开放式数控系统。
2011-09-26 13:14:112583 在引入开放式数控系统概念的基础上,讨论了开放式PC CNC 的各种实现方法。最后着重阐述了在Windows95 环境下,利用面向对象的开发方法,开发开放式PC CNC 系统的一种开发方案。
2011-09-26 15:10:2716 一种基于PC机的开放式四轴运动控制平台的软!硬件组成及设计方法, 系统具有结构开放!使用方便!成本低廉!性能可靠等特点,可以灵活地实现定制应用.
2011-12-17 00:21:0095 本文介绍了开放式数控系统的产生背景、特点及软硬件平台现状研制基于Windows CEnet平台 的开放式数控系统介绍了基 Windows CE1 net的开放式数控系统的实现方案。
2016-04-18 11:28:142 本文讨论了基于Windows CE. NET的开放式数控系统的一项关键技术。首先分析了 WindowsCE.NET的系统结构并详细阐述其中断原理介绍如何修改内核和硬件抽象层安装中断服务例程。最后着重分析了基于Windows CE.NET设备驱动程序的开发方法。
2016-04-18 11:28:140 开放式数控系统控制软件的研究与开发,下来看看。
2016-05-03 09:38:5411 高性能数控系统运动控制算法的研究,下来看看
2016-05-03 13:52:5915 开放式专用数控系统互操作机制研究_柳宁
2017-03-15 08:00:002 数控技术是先进制造技术的关键与核心技术,其水平高低已成为衡量一个国家工业现代化的重要标志。近年来,随着 PC 技术的飞速发展,数控系统向高速、高精度、开放式、模块化及智能化的方向发展。其中,开放式
2017-09-01 11:47:564 基于ARM和DSP的可重构数控系统
2017-09-25 08:16:598 等为硬件基础的嵌入式 Linux 数控系统设计方案,将数控系统按实时性分为实时模块和非实时模块,采用运动控制芯片 DSP 保证实时性,ARM-Linux 则运行实时性要求不高但功能复杂的数控任务。数控系统硬件上采用主从式双 CPU 结构,软件架构包括界面层、实时层和非实时层。该方案充分利用了
2017-10-19 15:35:181 引 言 开放式体系结构的数控系统已成为当今数控技术的发展方向,而其中的基于计算机标准总线的PC+运动控制卡结构则是今后开放式数控技术发展的主流。此类数控系统通常选用高速DSP作为运动控制卡CPU
2017-10-20 15:59:2525 目前,基于PC的开放式数控系统是数控技术开放式架构的主要实现方式,这种实现方式主要是考虑利用工业PC丰富的系统资源和业已标准化的接口来简化数控系统的设计,降低数控系统开发的技术难度,并使设计出
2018-03-16 15:12:2517 运动控制器是利用高性能微处理器(如DSP)及大规模可编程器件实现多个伺服电机的多轴协调控制。目前采用运动控制器的数控系统已成为新一代数控技术发展潮流,运动控制器将成为未来数控系统的核心。
2018-04-24 18:41:572368 当今数控技术的发展,提出了网络化、智能化、开放式的发展趋势[1],使简易数控系统难进新起的教育市场,职业技术教育事业迫切需求高性价比的数控系统。同时,由于要大力推进农村劳动力转移培训,促进就业和再就业必须依靠职业教育和培训。
2019-06-21 08:05:002651 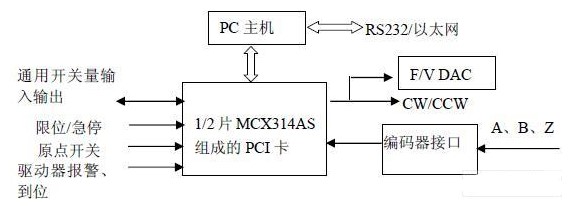
数控系统的NURBS曲线插补技术是基于PC开放式数控系统的发展关键技术之一。数控加工时经常遇到诸如飞机的机翼、汽车流线型覆盖件、成型模具型腔、汽轮机叶片等许多具有复杂外形型面的零件,CAD/CAM通常用列表曲线来描述它们。
2019-06-21 08:02:009193 
从本质上说,开放式数控系统的开放性得益于软件,而软件开放性中最重要的是数控系统的开放式体系结构。它包括系统的硬软件组成部件的划分和各部件间的连接与约束(如拓扑关系、同步关系和通讯协议等)。CNC系统
2019-07-11 08:04:004420 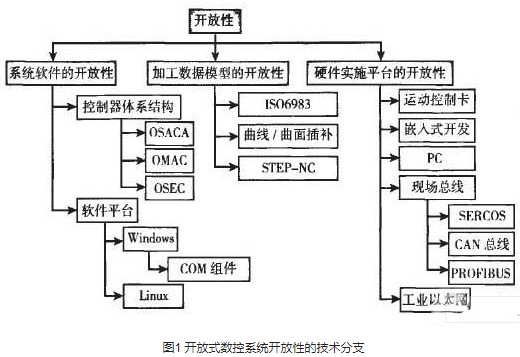
设计和操作系统环境上都没有对数控加工特殊性的考虑,因此不能很好的从根本上搭建数控平台。其次,工控机模式的开放式数控系统不能很好的保证实时性和可靠性。PC计算机在运行时由于采用通用的操作系统,占用了很大的系统资源,与数控加工无关的任务可能占去了
2019-07-16 08:06:001890 
当今,开放式数控系统正在工业领域得到广泛应用。其中,工控机通过PCI总线连接专用运动控制卡的数控系统最为流行。在运动控制卡中,由于DSP采用多总线哈佛结构使得处理指令和数据可以同时进行,因此相比传统
2020-06-11 08:01:002819 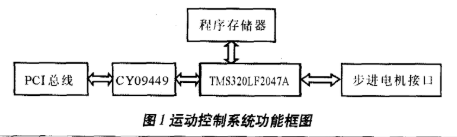
数控系统作为数控机床的核心装备,对国民经济的一些重要行业(如国防军工、航天航空、it行业、汽车、轻工、冶金、医疗等)的发展起着越来越重要的作用。开放式、智能化、网络化成为当代数控系统发展的主要趋势。
2019-03-21 10:27:501927 
本文档的主要内容详细介绍的是开放式数控系统宏指令的应用手册免费下载。
2020-01-02 08:00:001 介绍了数控系统中,外置式和内置式PLC信息的交换形式,开放式数控系统中PLC信息的交换过程,给出了典型应用程序。
2020-08-25 16:32:0019 本文开发的开放式运动控制器以PC机为平台,完成坐标变换、轨迹规划、粗插补运算等控制指令的设置和发送,同时可以实时显示当前伺服系统的运动位置、速度和电机状态等参数。运动控制器以DSP芯片作为核心处理器
2020-09-23 08:44:002041 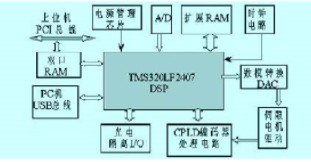
倍福自动化致力于实现基于PC控制技术的开放式自动化系统,其产品包括工业PC、现场总线组件、驱动技术和自动化软件。这些产品既可作为独立的组件应用于智能物流设备中,也可作为整个物流系统的开发平台,拥有强大的开放性和兼容性。
2020-10-10 16:00:383522 在计算机技术飞速发展的今天,数控系统由传统的专用型封闭式系统向灵活的开放式数控系统转变已成为一种必然趋势。与传统的封闭式数控系统相比,开放式数控系统有以下优势:
2021-03-28 10:38:574378 
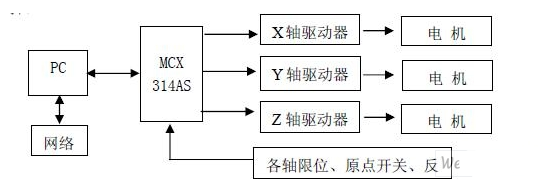
基于运动控制芯片MCX314的数控系统设计免费下载。
2021-05-19 15:14:5721 MCX314运动控制芯片与数控系统设计分享。
2021-05-19 15:49:1524 采用无线通信技术的新型开放式数控系统由两部分构成:一部分是可移动的掌上控制器,即数控PDA;另一部分则安装于机床上,完成传统的运动控制和PLC 功能,称为嵌入式机床控制器。两部分之间通过Wi- Fi(802.11)或蓝牙(Bluetooth)接口实现移动通信,其结构框图如图1 所示。
2021-06-22 15:26:552865 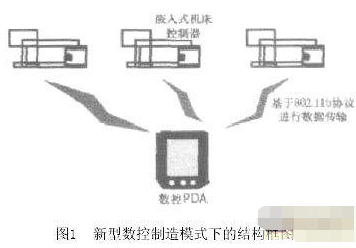
北京工业大学硕士论文《基于SERCOS接口的开放式数控系统的研究》
2022-02-11 15:36:1313 对开放式数控系统给出如下定义:开放式数控系统本质一个具备软件平台化、功能模块化、界面组态化内部属性和可移植性、可伸缩性、互操作性外部特征,支持用户根据需求进行数控系统二次开发,并提供用户应用软件的运行、管理平台。
2023-02-08 10:54:395872 
基于MCU和DSP的运动控制系统由于结构紧凑、环境适应性好而有良好的发展前景。由于PC机与MCU和DSP资源环境差异较大, 进行MCU和DSP环境中的运动控制技术研究十分必要。基于MCU和DSP的运动控制研究硬件平台设计遵从运动控制系统的开放式、可重构和网络化的发展方向, 选用主流的M
2023-10-31 17:01:261534 PCL6045BL是一种新型专用DSP运动控制芯片,它具有强大的数据处理能力和较高的运行速度,可以实现高精度的多轴伺服控制。为解决精密制造对低成本、可移植性强的通用型多轴数控系统的迫切需求,文中给出一种基于ARM 微处理器S3C2440与DSP运动控制芯片
2024-05-03 10:44:001058 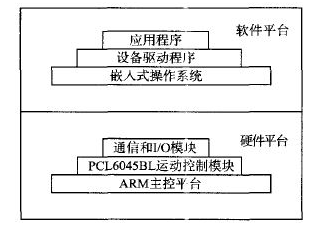
 电子发烧友App
电子发烧友App








 工商网监
工商网监
评论