【导读】PLC自动步序的功能是控制设备按照事先设计好的工艺流程进行工作。PLC自动程序的流程编写也有好几种方法,下面就来做一个详细的阐述。
2023-06-28 09:47:13 2353
2353 
PLC 程序设计常用的方法主要有经验设计法、继电器控制电路转换为梯形图法、逻辑设计法、顺序控制设计法等。
2023-11-01 15:49:376943 
485开关量转换模块,开关量16路控制器,16路数字量(DI)采集设备。采用标准的Modbus RTU通讯协议,可以通过RS485总线进行远程DI数据采集传输。技术参数数字量输入接口DI16路干
2015-10-30 17:32:02
to an RTX Device 一节或者参考附件 2. PCI驱动程序的特点 在设计驱动程序之前,首先要对欲控制的硬件设备进行细致地分析,更需要详细了解硬件设备的特性。硬件设备的特性会对驱动程序设计产生重大
2020-09-06 12:43:10
广泛应用于测控领域。本章举几个典型实例,详细介绍利用LabVIEW实现 PC与各种下位机设备串口通信的程序设计方法。 [hide] [/hide]`
2011-12-27 14:01:59
labview怎么实现像plc一样的通过输入输出I/O量,控制开关量,比如通过I/O点控制继电器的吸合。怎么给I/O量分配地址,怎么在程序里使用这些变量实现一系列有序的动作。希望能附上一份样例程序,让小弟学习领会,请多指教,谢谢。
2016-04-25 00:51:33
如何去实现一种SX1268模块的SPI总线驱动程序设计?
2022-02-21 07:41:14
控制系统的检修类似,乃至也要简易和便捷一些。PLC控制模块上的LED(发光二极管)用于标示各开关量键入/輸出点相匹配的ON/OFF情况,他们给常见故障的搜索产生了挺大的便捷。 PLC的程序针对非常复杂
2020-07-01 10:10:00
常用的程序设计语言可以分为哪几类?常用的程序设计语言有哪些特点?PLC程序设计语言有哪些应用实例?
2021-04-22 06:57:31
通常情况下利用labview串口和PLC通讯可以读写D开头的地址数据,可以通过置位复位控制M值(开关量),但是不知道怎么读取M值(开关量)已确定开关的实时状态,比如读取位置开关的值,我按读写D值规律反演读M值的程序过去,不行。不知道有没有大神知道具体怎么弄?
2017-12-29 09:29:51
PCI 设备Windows 通用驱动程序设计:windows操作系统为了保证系统的安全性,稳定性和可移植性,对应用程序访问硬件资源加以限制,这就要求设计设备驱动程序以实现PC机的软件件对P
2008-10-26 09:59:31 0
0 基于VxWorks实时嵌入式操作系统的设备驱动程序设计
2009-03-29 12:28:2828 介绍在Linux操作系统中基于EP7312的LCD设备驱动程序设计。其中包括LCD设备显示原理,EP7312上与LCD 相关的寄存器, Linux 操作系统中编写设备驱动程序的方法以及驱动程序如何添加到Linu
2009-04-15 11:46:1428 PCI设备Windows通用驱动程序设计:Windows操作系统为了保证系统的安全性,稳定性和可移植性,对应用程序访问硬件资源加以限制,这就要求设计设备驱动程序以实现PC机的软件对PC
2009-05-03 12:02:5124 通过对Windows和Linux环境下设备驱动程序设计模型的比较,结合通信领域嵌入式系统的特点,提出了嵌入式通信系统设备驱动程序设计标准化的构想;通过参考常用的设备驱动程序的
2009-05-07 20:39:3717 本文介绍了嵌入式操作系统VxWorks下的可加载的PCI 设备驱动的设计,实现了PCI 驱动程序与系统内核启动的分离。结合TMS320C6x系列DSP 的PCI 接口的驱动程序设计,详细描述了驱动程序各
2009-05-31 16:18:2948 本文提供了一种基于 PLC 开关量输入单元的转速信号测量方法,该方法的特点在于测量成本低、可靠性高、测量精度和刷新时间稳定。文中举出了用PLC 开关量输入单元测量频率的成
2009-06-18 09:59:3844 该文以反渗透PLC自动控制系统为例,介绍了一种PLC程序设计方法。该方法优化了程序结构,增加了梯形图语言的可读性,使之更接近自然语言。反渗透是一种膜分离技术,反渗透
2009-06-27 10:50:1194 文 中结合IEEE1 394总线规范及具体应用实例,开发了IEEE1394设备的WDM驱动程序,详细介绍了在Windows2 000/xp环境下利用DDK开发IEEE 1394设备驱动程序的设计原理、实现方法以及设计过程中
2009-07-10 15:50:1140
详细介绍了一种基于COM 组件技术的组态软件I/O 设备驱动程序的设计方法。在
分析了设计原理的基础上,给出了一种以太网数据服务器驱动程序的具体实现。 COM 组件驱动
2009-07-30 11:32:2325 本文通过基于S3C2410 的嵌入式USB 从设备驱动程序的实现,介绍嵌入式Linux 系统中的USB 从设备驱动程序的设计方法,同时介绍了USB 接口的一般原理和USB 通信的一般过程,以及嵌入式Li
2009-08-14 14:07:4615 介绍了Linux操作系统下设备驱动程序的内部结构、内存管理以及中断处理。通过在SamsungS3C44BOX微处理器的嵌入式平台上开发字符型设备驱动程序(串口驱动)的实例,说明了设
2010-02-21 18:03:2433 本文提供了一种基于PLC开关量输入单元的转速信号测量方法,该方法的特点在于测量成本低、可靠性高、测量精度和刷新时间稳定。文中举出了用PLC开关量输入单元测量频率的成本
2010-07-20 16:54:3431 本文介绍了WDM驱动模型,并且针对USB总线给出了USB设备的WDM驱动程序的设计方法
2010-10-13 15:48:070 Matlab使用方法和程序设计
实验一 Matlab使用方法和程序设计一、
2008-10-17 00:18:295743 
Windows设备驱动程序编写时的主要问题及解决方案
结合“通用高速PCI总线目标模块”的驱动程序设计,全面地讨论了Windows设备(特别
2009-05-03 11:58:521809 CAN通信卡的Linux设备驱动程序设计实现
目前,许多工业现场如电力系统、化工系统等大量使用控制器局部网(CAN——Controller Area Network)现场总线网络,CAN通信卡作为计算机
2009-05-14 12:45:211619 
实验 模拟量处理程序设计实验
一 、 实验目的1、 熟悉PLC的功能指令。2、 熟悉对模拟量的处理的常用方法。3、&
2009-05-17 10:52:371495 实验 PID程序设计实验
一 、 实验目的1、 熟悉PLC的功能指令。2、 熟悉对PID功能的调用方法。3、 熟悉对模拟
2009-05-17 10:53:011280 PLC常用程序设计语言简介
在可编程控制器中有多种程序设计语言,它们是梯形图语言、布尔助记符语言、功能表图语言、功能模块图语言
2009-06-17 14:07:451501 基于组扫描的PLC开关量采集方法设计策略
概 述:针对大量开关量信号输入的问题,以日本三菱公司的fx系列plc为例,本文设计了一种基于组扫描输入的plc开关量
2010-04-21 10:59:251313 
由于设备驱动程序运行于内核空间,因此有着与用户空间程序不同的调试方法。 设备驱动程序的调试需要内核的支持,因此通常应该根据需要对内核进行重编译。下面 以2.6.11 版的Lin
2011-03-19 15:00:12254 在可编程控制器中有多种程序设计语言,它们是梯形图语言、布尔助记符语言、功能表图语言、功能模块图语言及结构化语句描述语言等。梯形图语言和布尔助记符语言是基本程序设计语
2011-04-22 17:30:210 本内容提供了基于PDA和无线模块的SMS程序设计,欢迎大家下载学习
2011-06-27 15:54:4921 以维信诺VGG13264C 132×64 OLED 显示模块的WindowsCE 驱动程序设计为例, 详细阐述了嵌入式Windows CE 驱动程序的开发过程,并对设计实现的驱动程序进行了测试
2012-03-26 16:10:222458 
电子发烧友网站提供《AVR单片机的程序设计方法.doc》资料免费下载
2017-04-17 15:24:004 基于PLC控制自动采样机的程序设计及应用.
2016-01-04 15:25:2215 nRF24L01射频模块驱动程序设计...
2016-01-04 15:26:5826 【LabVIEW从入门到精通】7.1 模拟量输入(AI)程序设计(利用LabVIEW实现)
2016-01-08 11:25:200 【LabVIEW从入门到精通】8.1 模拟量输入(AI)程序设计(利用LabVIEW实现)
2016-01-08 16:03:110 【LabVIEW从入门到精通】8.3 开关量输入(DI)程序设计(利用LabVIEW实现)
2016-01-04 09:42:410 【LabVIEW从入门到精通】8.4 开关量输出(DO)程序设计(利用LabVIEW实现)
2016-01-04 09:42:220 基于TinyOS的CC1100驱动程序设计
2016-01-25 10:28:3213 模块化程序设计思想,单片机c语言的模块化设计,方便移植,将程序封装备用。
2016-03-22 15:29:079 模块化程序设计,利用c语言的移植性好特点,更好的利用c语言。
2016-03-23 09:25:070 驱动开发的几种基本模式,给出了如何使用单片驱动程序设计方法,提供了提供了平台特有设备驱动程序开发实例以及如何将驱动程序加人OS二进制映像文件的步骤,测试表明此方法设计的驱动程序高效可靠。
2016-04-18 10:13:450 单片机驱动步进电机程序设计,有需要的下来看看
2016-04-25 10:10:0754 最优化方法及其Matlab程序设计
2016-12-17 20:59:430 基于WinCE下光电编码器的驱动程序设计
2017-10-25 09:30:2619 WinCE流驱动程序设计概述
2017-10-25 09:46:437 嵌入式Linux的中断驱动程序设计
2017-10-31 11:29:583 plc开关量、模拟量转换,首先要清楚三层含义:设备信号层、PLC软件应用层、PLC内部处理层。设备层:开关量是通断信号,模拟量是线性电压信号或线性电流信号
2018-05-20 10:32:2511021 面向对象程序设计(简称OOP)技术最近几年在计算机领域得到了迅猛发展,它是程序设计方法的一场革命。与传统的结构化程序设计(面向过程程序设计)相比,它具有许多优点,其中最主要的是,面向对象程序设计是按照人类认识世界的方法和思路方式来解决问题。
2018-09-19 14:12:590 本文档的详细介绍的是VB程序设计电子教程之图形程序设计的详细资料说明主要内容包括了:1.图形程序设计基础,2.常用画图方法,3.动画程序设计初步
2019-03-01 11:01:1313 大家都知道PLC可以处理的输入输出量主要分为开关量,模拟量和数字通讯量,其中开关量和模拟量是我们在初期学习PLC的过程中,使用最多的两种输入输出方式。
2019-06-19 17:34:303509 开关量输入模块是用来接收现场输入设备的开关信号,将信号转换为PLC内部接受的低电压信号,并实现PLC内、外信号的电气隔离。
2019-10-08 17:05:1612877 本文档的主要内容详细介绍的是C语言指针用作函数参数模块化程序设计以及增量测试方法的程序。
2019-12-25 08:00:001 数字量模块与模拟量模块都是外部设备传给PLC的一个信号点,同属于输入模块的功能,也是我们构成一个PLC系统中比较常用的模块,我们了解他们之间的不同,首先了解下他们是做什么的。
2020-03-24 09:57:0122319 
其中开关量和模拟量是我们在初期学习PLC的过程中,使用最多的两种输入输出方式。那到底什么是开关量什么是模拟量呢?对于有些基础的朋友来说不算问题了,但对于刚接触PLC的小白来说,这是个必须弄清楚的问题。
2020-04-10 09:01:0110907 PLC控制系统是依靠程序进行控制,程序设计是PLC应用中最关键的问题,下面来讲一下PLC编程的方法:
2020-05-03 11:21:0015491 程序设计是PLC应用中最关键的问题。PLC程序设计的基本思路是按照设备的要求设计输入和输出信号的逻辑关系,在输入某些信号时得到预期的输出信号,从而实现预期的工作过程。因此,简单而常用的方法是以过程为
2020-05-12 14:22:4010404 若所采用的PLC自带有程序,应该详细了解程序已有的功能和对现有需求的满足程度和可修改性。尽量采用PLC自带的程序。
2020-05-13 08:49:373906 PLC程序设计一般分为以下几个步骤
2020-05-13 08:51:3111940 图解法是靠画图进行PLC程序设计。常见的主要有梯形图法、逻辑流程图法、时序流程图法和步进顺控法。
2020-06-04 12:05:405694 开关量是一对触点,这一对触点之间有两种状态,连通、闭合、断开、断开,这种触点传达的信息是开关量。 开关量分为有源或无源,有源开关量在关闭状态下,同时提供电压驱动。 开关量输入是PLC和现场以开关量为
2021-02-13 10:10:002843 开关量控制的目的是,根据开关量的当前输入组合与历史的输入顺序,使PLC产生相应的开关量输出,以使系统能按一定的顺序工作。所以,有时也称其为顺序控制。
2021-01-08 09:37:163649 开关量输出模块主要用于接收现场输入装置的开关信号,将信号转换为可在PLC内接受的低电压信号,实现PLC内外信号的电气隔离。在选择的过程中,主要要考虑以下几点: 一、输入信号的种类和电压等级。 开关量
2021-04-20 15:33:222449 我们都知道PLC控制程序是整个PLC控制系统的关键,程序指令的好坏对控制系统的性能也有影响,可能大部分初学者对程序设计感觉很困难,不知道如何下手。
2021-04-18 11:33:465065 
西门子PLC指令和程序设计方法免费下载。
2021-05-07 09:42:06129 C语言程序设计现代方法说明。
2021-06-01 15:38:2154 VxWorks操作系统下CompactPCI总线驱动程序设计(高频开关电源技术指标)-该文档为VxWorks操作系统下CompactPCI总线驱动程序设计讲解文档,是一份还算不错的参考文档,感兴趣的可以下载看看,,,,,,,,,,,,,,,,,
2021-09-27 17:24:588 模块化程序设计是指在进行程序设计时将一个大程序按照功能划分为若干小程序模块,每个小程序模块完成一个确定的功能,并在这些模块之间建立必要的联系,通过模块的互相协作完成整个功能的程序设计方法。
2021-11-03 21:06:0010 设计plc控制系统时,除了解决输出部件和输入部件的连线方式外,最主要的工作是程序设计与调试。通常程序设计按如下步骤进行。 (1)了解被控系统的工艺过程和控制要求,并作出流程图,以描述控制过程。 (2
2021-12-17 16:17:314103 ①开关输入模块的选择。 开关输入模块用于接收现场输入设备的开关信号,将信号转换为plc可接受的低压信号,实现PLC内外信号的电气隔离。选择时应考虑以下几个方面。 ●输入信号的类型和电压等级开关输入
2021-12-27 11:34:474223 西门子200PLC指令及程序设计培训课件
2022-06-16 14:20:1513 PLC的输入输出信号可以是开关量、数字量或模拟量,其中最普遍应用的是开关量。PLC开关量输入设备有两种形式:一种是无源开关,如各种按钮、继电器触点、控制开关等;一种是有源开关,如各种接近开关、传感器
2023-02-07 11:03:1216095 正确,输入端口和输出端口接线正确,PLC才能自动化控制,电工老师傅都知道,PLC既可以接受开关量控制也可以接受模拟量控制,二者是可以相互转换的,今天我们就重点来看看PLC的外部接线以及开关量信号和模拟量信号是如何转换的:
2023-02-11 09:27:491205 PLC编程学习的第一步就是从指令开始,但是很多初学者都会遇到这样的困惑:学会了各个常用指令的理论知识,没有实际案例也是很难从根本掌握它的精髓,三三整理了一些PLC的基本指令及程序设计(含程序段),助力大家早日学会PLC编程。
2023-02-16 11:42:534025 PLC中无非就是三大量:开关量、模拟量、脉冲量。只在搞清楚三者之间的关系,你就能熟练的掌握PLC了。
2023-02-22 11:26:301173 PLC(可编程逻辑控制器)是一种常用于工业自动化领域的控制器设备,它能够对生产过程进行精细的控制和管理。在PLC的程序设计过程中,梯形图是一种常用的设计方法,以下是PLC梯形图的设计方法。
2023-03-16 16:46:233941 本文讨论了可编程控制器驱动程序的设计和开发方法。详细介绍了PLC底层驱动功能的设计与实现;并讨论了提高渠道利
用率的几个关键问题。实验表明,它可以降低开发成本,大大提高计算机监控系统与可编程控制器之间数据通信的效率和通道
利用率。
2023-04-17 15:53:190 当客户拿到开关量模块之后,如何正确使用模块呢?思为无线将以开关量模块SK109为例,介绍开关量模块对码的操作步骤。
2021-11-30 11:18:422911 
解析PLC梯形图程序设计
2023-06-30 11:14:252361 
电子发烧友网站提供《利用SPI控制器控制nRF24L01射频模块的驱动程序设计.pdf》资料免费下载
2023-11-06 16:34:191 PLC开关量信号和模拟量信号的转化问题也是PLC的经典应用问题。要说清楚PLC开关量信号和模拟量信号在PLC应用中是如何转化的,我们首先需要弄清楚几个基本的PLC信号概念。
2023-12-17 10:05:243343 
,通常用于控制和调节外部设备的运行状态。下面将详细介绍PLC模拟量输出的接线方法、信号类型、输出范围以及其在实际应用中的应用。 接线方法: PLC模拟量输出需要通过模拟量输出模块连接到外部设备。通常情况下,PLC模拟量输出模块的外部接口包括模拟量输出
2024-02-05 14:46:2810355 三菱PLC模拟量模块是一种用于测量和控制模拟信号的设备。它可以将模拟信号转换为数字信号,并通过PLC进行处理和控制。本文将详细介绍三菱PLC模拟量模块的调节方法,包括信号输入、模块配置和参数设置
2024-02-05 14:56:136967 开关量信号,作为工业自动化中不可或缺的一部分,广泛应用于PLC(可编程逻辑控制器)系统中,用于实现对设备、机器或过程的监控和控制。本文将详细阐述在PLC系统中如何使用开关量信号,通过清晰的结构和详尽的内容,让读者深入了解这一技术。
2024-06-14 16:54:283985 输出接口控制外部设备的动作。其中,开关量输出接口是PLC与外部设备连接的关键环节之一。本文将详细介绍PLC开关量输出接口的类型、特点及应用,以满足对PLC技术深入了解的需求。
2024-06-14 16:55:194335 在工业自动化领域,PLC(Programmable Logic Controller,可编程逻辑控制器)以其高可靠性、灵活性、实时性和易于维护等特性,成为现代工业控制系统中不可或缺的核心设备。而开关
2024-06-14 16:55:532000 对机械设备、生产流程等的自动化控制。在PLC系统中,开关量模块是用于处理开关信号的关键组件,它们可以接收或输出开关信号,以控制机械设备的启动、停止、正反转等操作。 PLC开关量模块的分类 PLC开关量模块根据其功能和应用场景的不同,可以分为多种类型。以下是一些常
2024-07-25 09:53:392445 的物理量,如温度、压力、流量等;数字量是指离散的物理量,如开关状态、计数器等。在实际应用中,PLC需要对这两种数据类型进行转换,以实现对各种设备的控制和监控。本文将介绍PLC中模拟量和数字量之间的转换方法。 一、模拟量与数字量的基本概念 1.1 模拟量 模拟量是指在一定范
2024-08-30 10:51:488204 PLC(可编程逻辑控制器)是工业自动化领域中常用的一种控制设备。在实际应用中,PLC需要与各种传感器、执行器等设备进行连接,以实现对生产过程的控制。PLC的输入输出接口主要分为开关量和模拟量两种
2024-08-30 10:55:033165 开关量输出模块是自动化控制系统中的重要组成部分,它负责将控制信号转换为开关信号,以驱动各种执行机构。根据其功能、结构和应用场景的不同,开关量输出模块可以分为多种类型。以下是对开关量输出模块类型的介绍
2024-08-30 14:15:211402 开关量模块接线方式是自动化控制系统中的重要组成部分,它负责接收和处理开关信号,实现对设备的控制。 一、开关量模块概述 1.1 开关量模块定义 开关量模块是一种用于接收和处理开关信号的电子设备,它可
2024-08-30 14:17:023047 开关量输出模块是工业自动化领域中常用的一种控制模块,其主要功能是实现对开关设备的控制。以下是对开关量输出模块的基本功能和类型的介绍: 开关量输出模块的基本功能 控制输出 :最基本的功能是接收
2024-08-30 14:20:501898 是一种用于接收和发送开关信号的电子设备。它通常由输入模块和输出模块两部分组成。输入模块用于接收外部的开关信号,输出模块用于向外部设备发送开关信号。 开关量模块的工作原理可以分为以下几个步骤: 1.1 输入信号的接收 输
2024-08-30 14:22:522989 开关量输出模块是一种常见的工业自动化设备,用于实现对开关设备的控制。它们广泛应用于各种工业控制系统中,如PLC控制系统、DCS控制系统等。本文将介绍开关量输出模块的类型、特点以及应用场景。 一、开关
2024-08-30 14:24:312465 开关量输出模块是一种电子设备,其核心功能是将数字信号转换为开关信号。数字信号通常由PLC(可编程逻辑控制器)或其他控制器产生,而开关信号则用于控制各种机械设备的运行。 1.2 开关量输出模块的分类 根据输出信号的形式,开关量输
2024-08-30 14:26:372302 中科易联EtherNet/IP开关量IO模块ST35-ADP-EIP与AB PLC通讯应用案例
2025-09-08 15:45:34542 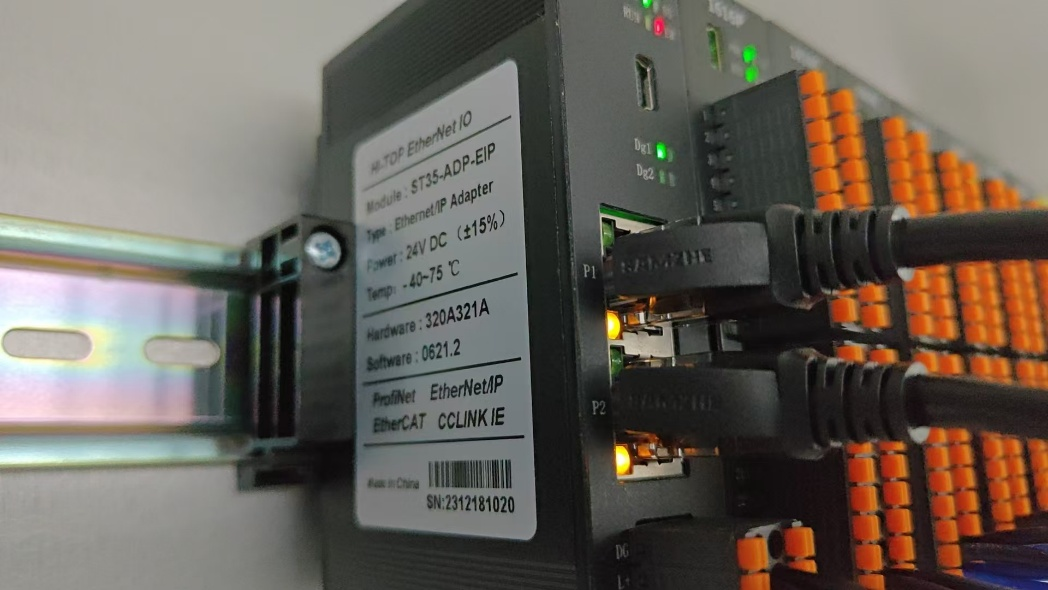
 电子发烧友App
电子发烧友App












 工商网监
工商网监
评论