 电子发烧友App
电子发烧友App


机器视觉技术是计算机学科的一个重要分支,它综合了光学、机械、电子、计算机软硬件等方面的技术,涉及到计算机、图像处理、模式识别、人工智能、信号处理、光机电一体化等多个领域。自起步发展至今,已经有20多年的历史,其功能以及应用范围随着工业自动化的发展逐渐完善和推广,其中特别是目前的数字图像传感器、CMOS和CCD摄像机、DSP、FPGA、ARM等嵌入式技术、图像处理和模式识别等技术的快速发展,大大地推动了机器视觉的发展。
简而言之,机器视觉就是利用机器代替人眼来作各种测量和判断。在生产线上,人来做此类测量和判断会因疲劳、个人之间的差异等产生误差和错误,但是机器却会不知疲倦地、稳定地进行下去。一般来说,机器视觉系统包括了照明系统、镜头、摄像系统和图像处理系统。对于每一个应用,我们都需要考虑系统的运行速度和图像的处理速度、使用彩色还是黑白摄像机、检测目标的尺寸还是检测目标有无缺陷、视场需要多大、分辨率需要多高、对比度需要多大等。从功能上来看,典型的机器视觉系统可以分为:图像采集部分、图像处理部分和运动控制部分。
一个完整的机器视觉系统的主要工作过程如下:
1、工件定位检测器探测到物体已经运动至接近摄像系统的视野中心,向图像采集部分发送触发脉冲。
2、图像采集部分按照事先设定的程序和延时,分别向摄像机和照明系统发出启动脉冲。
3、摄像机停止目前的扫描,重新开始新的一帧扫描,或者摄像机在启动脉冲来到之前处于等待状态,启动脉冲到来后启动一帧扫描。
4、摄像机开始新的一帧扫描之前打开曝光机构,曝光时间可以事先设定。
5、另一个启动脉冲打开灯光照明,灯光的开启时间应该与摄像机的曝光时间匹配。
6、摄像机曝光后,正式开始一帧图像的扫描和输出。
7、图像采集部分接收模拟视频信号通过A/D将其数字化,或者是直接接收摄像机数字化后的数字视频数据。
8、图像采集部分将数字图像存放在处理器或计算机的内存中。
9、处理器对图像进行处理、分析、识别,获得测量结果或逻辑控制值。
10、处理结果控制流水线的动作、进行定位、纠正运动的误差等。
从上述的工作流程可以看出,机器视觉是一种比较复杂的系统。因为大多数系统监控对象都是运动物体,系统与运动物体的匹配和协调动作尤为重要,所以给系统各部分的动作时间和处理速度带来了严格的要求。在某些应用领域,例如机器人、飞行物体导制等,对整个系统或者系统的一部分的重量、体积和功耗都会有严格的要求。
机器视觉系统的优点有:
1、非接触测量,对于观测者与被观测者都不会产生任何损伤,从而提高系统的可靠性。
2、具有较宽的光谱响应范围,例如使用人眼看不见的红外测量,扩展了人眼的视觉范围。
3、长时间稳定工作,人类难以长时间对同一对象进行观察,而机器视觉则可以长时间地作测量、分析和识别任务。
机器视觉系统的应用领域越来越广泛。在工业、农业、国防、交通、医疗、金融甚至体育、娱乐等等行业都获得了广泛的应用,可以说已经深入到我们的生活、生产和工作的方方面面。
在使用机器视觉系统进行检测的具体应用环境中,会有持续进料的应用,或者间歇进料的应用,即目标物会停止一段时间进行检测。这时就需要知道检测目标物的速度能达到多快、目标物的数量以及每分钟进行检测的最大数量,这些数据可以根据视觉系统的处理速度进行计算。
其计算方法如下:
每分钟检测的最大数量= 60 (sec.) ÷视觉系统的处理速度(sec.)
例如:如果视觉系统的处理速度是20ms,
那么每分钟检测的最大数量= 60sec.÷0.02sec. = 3000times/min.(= 50 times/sec.)
但是实际处理速度根据视觉系统的相机类型和检测设置会有所不同。虽然大多数简单的应用能以20ms的速度运行,在具体应用中最好还是用实际目标物测试一下检测的情况。
如果在具体应用中对视觉系统的处理速度有一定要求,可用以下计算方法获得:
视觉系统被要求的处理速度(ms)= 1(sec.)÷要求的检测次数(times/sec.)x 1000
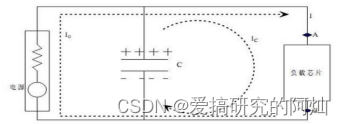
同时,在实际应用中,被检测目标物在相机的视野范围内持续移动时,还需要考虑相机快门的速度,否则会出现模糊不清的图像,无法达到检测要求。例如,相机在持续移动的生产线上捕捉电子部件的图像时,如果快门速度(曝光时间)对于生产线速度来说不够快,图像就会模糊。为了防止模糊,快门速度需要进行设置,使得相机捕捉图像时,物体移动速度不超过1/10的要求容差值。如下图所示,目标物在相机的视野范围内持续移动。
高速快门图像 低速快门图像
相机快门速度计算方法:
快门速度 = 要求容差[mm]÷生产线速度[mm/sec.]
例)检测容差 = 0.2mm
生产线速度 = 200mm/sec.
快门速度= 0.2mm÷10÷200mm/sec. = 1/10000
因此此项应用中理想的快门速度要快于1/10000。
如果视觉系统的处理速度较快,在高速生产线上进行检测就一定可行。那么,典型的尺寸检测处理时间需要多久呢?此检测时间根据视觉系统的处理能力以及针对个别应用的设置会有很大的差异,下表提供了捕捉和处理图像所需时间(参考值)的估计底线,用户可根据自己的实际应用进行参考使用。

瑕疵检测、污垢检测或芯片检测都是非常典型的机器视觉系统检测的应用方式。根据工件和生产线的状况不同,每种检测都需要不同的功能。本文对机器视觉污点检测工具的原理及使用方法做以简介。
1、区段
视觉系统透过CCD图像传感器将强度资料的变化检测为污点或边缘。但是,逐个处理像素需要花费大量的时间,并且噪声会对检测结果产生影响。因此,视觉系统使用由数个像素组成的小区域的平均强度,该小区域被称为“区段”,并透过比较这些区段的平均强度来检测污点。
如上图中所示将区段(4 x 4 像素)的平均强度与周边地区的平均强度作比较,图中的红色区段被检测出污点。
2、污点检测工具的算法(区段的比较和计算方式)
检测原理:
(1)将 X 方向指定为检测方向时:
污点检测工具测量指定区域(区段)的平均强度,并以四分之一个区段为间距改变区段位置。

它可确定四个区段中的最大和最小强度之间的差值,其中包括标准区段(下图中的①95)。该差值被视为标准区段的污点等级。

当污点等级超过当前阈值时,标准区段被视为污点。被测区域中超过预设阈值的次数被称为“污点范围”。该过程反复进行,从而不断改变标准区段在被测区域中的位置。

在圆形工件上检测污点的原理
PET 瓶、轴承或O型圈等多种圆形工件需要对圆形区域进行视觉检测。当搜索圆形区域时,程序同时执行极坐标转换。为了检测污点,它将圆形窗口(检测区段)转换为长方形,并在圆形方向和半径方向上比较区段的强度。

机器视觉划痕检测的基本分析过程分为两步:首先,确定检测产品表面是否有划痕,其次,在确定被分析图像上存在划痕之后,对划痕进行提取。
划痕检测是工业生产中经常遇到的问题,在工业中许多设备的零部件都是在高温、高压的环境中工作的,所受载荷复杂,使用环境恶劣,故障率高,造成的后果也非常严重,因此,对相关部件的缺陷、疲劳裂纹的产生、扩展进行视觉检测就显得尤为重要。



划痕通常可分为三大类:
第一类划痕,部分灰度值变化并不明显,整幅图像灰度比较平均,划痕面积也比较小,只有几个像素点,灰度也只比周围图像稍低,很难分辨。可以对原图像进行均值滤波,得到较平滑的图像,并与原图像相减,当其差的绝对值大于阈值时就将其置为目标,并对所有的目标进行标记,计算其面积,将面积过小的目标去掉,剩下的就标记为划痕。
第二类划痕,各部分灰度差异较大,形状通常呈长条形,如果在一幅图像上采取固定阈值分割,则标记的缺陷部分会小于实际部分。由于这类图像的划痕狭长,单纯依靠灰度检测会将缺陷延伸部分漏掉。对于这类图像,根据其特点选择双阈值和缺陷形状特征相结合的方法。
第三类划痕,从外观上较易辨认,同时灰度变化跟周围区域对比也比较明显。可以选择较小的阈值精缺陷部分直接标记。
由于在工业检测中图像的多样性,对于每一种图像,都要经过分析综合考虑各种手段来进行处理达到效果。一般来说,划痕部分的灰度值和周围正常部分相比要暗,也就是划痕部分灰度值偏小;而且,大多都是在光滑表面,所以整幅图的灰度变化总体来说非常均匀,缺乏纹理特征。因此,划痕的检测一般使用基于统计的灰度特征或者阈值分割的方法将划痕部分标出。
数字相机传输接口比较












 工商网监
工商网监
评论