数控机床主轴是数控机床的重要组成部分,它的性能直接影响到数控机床的加工精度和加工效率。本文将详细介绍数控机床主轴的结构、性能指标、品牌选型以及维护保养等方面的知识,以便更好地了解和掌握数控机床主轴的相关知识。
2023-10-23 14:24:43 161
161 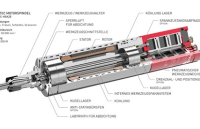
测头是一种安装在数控机床上的测量设备。一般安装在数控车床、加工中心、数控磨床等数控机床上。在加工过程中,不需要人为干预就可以直接对刀具或工件的尺寸和位置进行测量,然后根据测量结果自动修正工件或刀具
2023-06-29 14:12:13382 
机床测头一般安装在数控车床、加工中心、数控磨床等数控机床上。它是机床加工中的重要辅助装置,在加工循环中不需人为介入,就能直接对刀具或工件的尺寸及位置进行测量,并根据测量结果自动修正工件或刀具的偏置量
2023-06-19 14:15:05
电子发烧友网站提供《数控机床开源项目.zip》资料免费下载
2023-06-16 10:47:24 0
0 机床测头是一种配置在数控机床上的测量设备。一般安装在数控车床、加工中心、数控磨床等数控机床上。它在加工循环中不需人为介入,就能直接对刀具或工件的尺寸及位置进行测量,并根据测量结果自动修正工件或刀具
2023-06-14 14:14:41
数控机床是什么工作 数控车床是使用较为广泛的数控机床之一。它主要用于轴类零件或盘类零件的内外圆柱面、任意锥角的内外圆锥面、复杂回转内外曲面和圆柱、圆锥螺纹等切削加工,并能进行切槽、钻孔、扩孔、铰孔
2023-05-09 15:16:321126 数控机床的工作原理 数控机床是一种高精度、高效率的机械加工设备,它是利用数字化控制技术来控制机床运动和工作过程的机床。相比于传统的机床,数控机床具有更高的加工精度、更快的加工速度和更强的自动化程度
2023-05-09 15:14:501120 为了充分发挥数控机床的作用,减少故障的发生,延长机床的平均无故障时间。数控机床的编程、操作和维修人员必须经过专门的技术培训,要有机械加工工艺、液压、测量、自动控制等方面的知识,这样才能全面了解和掌握
2023-04-26 15:56:472293 数控机床的发展趋势 数控机床是应用计算机数控技术,对机床进行控制和管理的一种现代化机床,其广泛应用于汽车、航空航天、机械制造等领域。随着科技的不断进步和市场需求的不断增加,数控机床的技术也在不断创新
2023-04-26 14:24:402131 实现数控机床的在机检测时,先要生成检测主程序,将检测主程序由通信接口传输给数控机床,机床测头在一定的距离范围内以一定的速度和一定大小的力与工件接触,接触时接触点的位置在机床坐标系中的坐标值立刻被记忆
2023-04-23 16:02:11
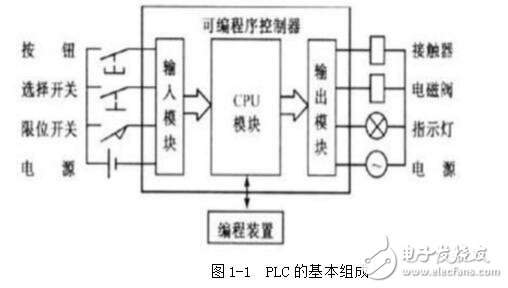
根据PLC、CNC和数控机床的关系,可将PLC分为内装型PLC和独立型PLC两类。
1、内装型PLC 内装型PLC从属于CNC装置,PLC与CNC间的信号传送在CNC装置内部实现。PLC与数控机床之间的信号传送则通过CNC输入 /输出接口电路实现,如图1所示。
2023-04-19 11:27:510 数控机床是工业生产中必不可少的自动化设备。导轨作为数控机床中重要的传动配件,我们要如何确定导轨的选用呢?
2023-02-14 17:04:20277 
电子发烧友网站提供《数控机床开源分享.zip》资料免费下载
2022-10-27 09:30:281 CNC参数是数控机床的灵魂,数控机床软硬件功能的正常发挥是通过参数来“沟通”的,机床的制造精度和维修后的精度恢复也需要通过参数来调整,所以,如果没有参数,数控机床就等于是一堆废铁,如果CNC参数全部丢失,将导致数控机床瘫痪。
2022-10-11 16:09:352441 由于高精度、高速度、高效率及安全可靠的特点,在制造业技术设备更新中,数控机床正迅速地在企业得到普及。数控机床是一种装有程序控制系统的自动化机床,能够根据已编好的程序,使机床动作并加工零件。它综合了机械、自动化、计算机、测量、微电子等最新技术,使用了多种传感器。
2022-07-26 09:13:54878 数控机床一般由下列几个部分组成:主机,他是数控机床的主题,包括机床身、立柱、主轴、进给机构等机械部件。他是用于完成各种切削加工的机械部件。
2022-07-15 11:11:596256 在内外热源的影响下,机床各部件将发生不同程度的热变形,使工件与刀具之间的相对运动关系遭到破环,也是机床季度下降。对于数控机床来说,因为全部加工过程是计算的指令控制的,热变形的影响就更为严重。为了减少热变形,在数控机床结构中通常采用以下措施。
2022-05-21 15:35:472817 ................................................................................................................. 91.3.3 数控机床在先进制造技术中的作用
2008-06-18 10:49:58
数控机床的应用越来越广泛,相关数控机床技术方面文章本也很多,但对如何正确使用数控机床、如何对其进行有效
2021-03-26 10:42:152288 数控技术相关功能的软、硬件模块的有机集成系统,是数控机床中的数控单元,是数控技术的载体,在数控机床中,操作与监控全部在数控单元中完成,它是数控机床的大脑。 数控机床行业发展背景 数控机床可以较好地解决复杂、精密
2021-01-05 14:55:22833 
其实,现在数控技能对于数控机床是密不行分的。数控机床,简略含义上来了解,就是在机床上加上数控体系。当然,数控机床并不单单仅仅加个数控体系就好了。数控技能是当前机械加工职业运用的最先进的加工设备,它
2020-12-02 11:47:313317 数控机床是高精度自动化装备,价格昂贵,为了保证机床长期安全平稳运行,发挥更大效益,需要注重数控机床的维护保养方法和易出现的故障及排除方法。
2020-09-11 10:08:042572 数控机床的作业进程如下: (1)数控体系通过输入/输出设备来预读取数控程序,并将数控程序中的指令代码进行二进制代码改换,并存人数控设备。 (2)数控机床中除有轨道及定位操控功用外,还要有机床的逻辑
2020-04-04 16:02:002463 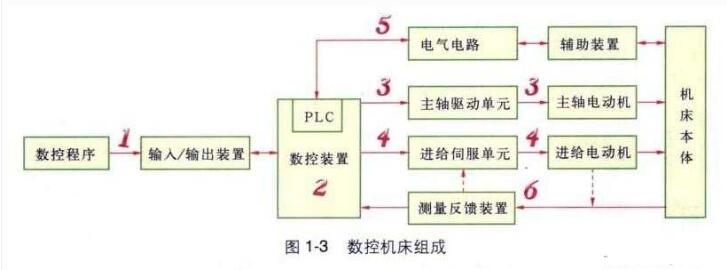
在诊断故障的过程中,可将PLC程序作为重点内容,将其与数控机床联系在一起,在实际检测与诊断期间,根据数控机床结构的特点与相关功能,对动作文本与报警文本进行编制,以此实现监控工作。如果数控机床出现异常状况,就会发出警报,可以将其作为维修信息与依据,保證数控机床结构的维修效果。
2019-09-13 16:36:001609 在数控机床中,许多功能是由可编程逻辑控制器(PLC,简称可编程控制器)来进行控制的。
2019-07-02 17:53:047862 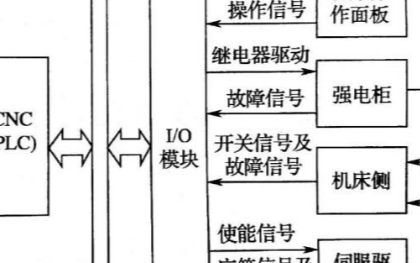
数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
2019-05-30 15:51:093385 数控机床是一种利用信息处理技术进行自动加工控制的机电一体化加工装备。不同数控机床的用途有所不同,其中数控车床是国内使用量zui大、覆盖面最广的一种数控机床。
2019-05-30 15:37:5711706 数控机床机器人和数控机床机械手有区别吗?其实,严格来说,数控机床机器人和数控机床机械手是有区别的,一个是机械手,一个是机器人,数量机床机器人包含数控机床机械手,数控机床机械手可以称之为桁架机械手,造型比较笨重,成本相对于比较少,数控机床机器人是工业机器人的一种
2019-02-13 13:28:242391 1958年,北京第一机床厂与清华大学合作,试制出中国第一台数控机床——X53K1三坐标数控机床。这台数控机床的诞生,填补了中国在数控机床领域的空白。
2018-09-07 16:23:002103 由于高精度、高速度、高效率及安全可靠的特点,数控系统在装备制造业中的应用越来越广泛,数控机床是一种装有程序控制系统的自动化机床,能够根据已编好的程序,使机床动作并加工零件。
2018-06-26 14:17:386205 数控机床是数字控制机床,是一种装有程序控制系统的自动化机床。根据数控机床的性能、档次的不同,数控机床产品可分为高档数控机床、中档数控机床、低档数控机床。
2018-05-11 16:29:0016620 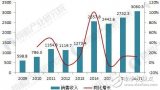
,柔性夹具都能够进行有效的应用。但是在实际的应用过程中,柔性夹具在数控机床中的应用更加的明显,同时起到的作用也非常的突出。因此我国的数控机床在发展的过程中,柔性夹具是一个非常有前景的发展方向。 在我国机械加工行
2018-01-26 13:48:240 产厂家设计的操作面板也不尽相同,但操作面板中各种旋钮、按钮和键盘的基本功能与使用方法基本相同。本词条“操作键字译”以选用FANUC系统和广数系统为例,简单介绍了数控机床的操作面板上各个按键的基本功能与使用方法。
2018-01-17 18:19:3442454 
机床是先进制造技术和制造信息集成的重要元素,是发展机器制造业以至整个工业必不可少的复杂生产工具。数控机床就是在数字控制下,能在尺寸精度和几何精度两方面完成毛坯零件加工成所需要形状的工作母机的总称。
2018-01-17 15:33:4331718 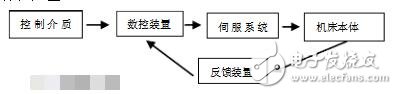
可编程控制器是以微处理器为核心,综合计算机技术、自动控制技术和通信技术发展起来的一种新型工业自动控制装置。经过三十多年的发展,在工业生产中获得极其广泛的应用。在数控机床上,PLC也已成为一种应用最多
2017-10-19 09:43:14431 数控机床结构
2017-09-18 09:09:478 实用数控机床技术手册
2017-09-18 09:04:2429 由于高精度、高速度、高效率及安全可靠的特点,在制造业技术设备更新中,数控机床正迅速地在企业得到普及。数控机床是一种装有程序控制系统的自动化机床,能够根据已编好的程序,使机床动作并加工零件。它综合了
2017-01-11 09:21:17978 本文介绍的是各种各样的传感器在数控机床上的应用。数控机床是一种装有程序控制系统的自动化机床,能够根据已编好的程序,使机床动作并加工零件。
2011-06-06 18:16:551503 
在数控机床的闭环系统中,检测装置是保证机床工作精度和效率的关键,用于数控机床的检测装置除了应满足对传感器的一般要求之外,还应满足下列要求: ① 工作可靠。抗于扰能力
2011-04-19 16:16:50104 一.准备功能字G 准备功能字是使数控机床建立起某
2010-09-28 16:14:3350 摘要:本文介绍了易驱变频器在数控机床上的应用,讨论了数控机床的控制系统和功能要求及易驱ED3800系列变频器的在数控机床上的优越性能。
关键词:EASY DRIVE
2010-09-20 21:52:271221 本章介绍了数控技术的一些概念以及数控机床的特点、工作原理及组成,同时也介绍了数控机床的分类方法,最后简要介绍了数控技术和数控机床的发展、技术水平。
2010-07-07 12:09:1127 数控机床基本概念
1.1.1 数控技术与数控
数控技术,简称数控(Numerical Control—NC),是利用数
2010-02-24 15:33:4913681 
数控机床视频教程
讲授教师 讲授课题 在线观看 下载观看
许德章 数控机床 单击观看 右键下载
刘有余 数控机床 单击观看 右键下载
裴九芳 数控机床
2010-02-24 14:37:38104 1. 数控机床的组成、特点及分类(1)数控机床的组成(2)数控机床的特点(3)数控机床的分类a)按加工用途分类b)按机械加工的运动轨迹分类c)按伺服系统的控制原理分类
2010-02-24 10:02:0843 数控机床的组成和分类:一. 数控机床的组成 数控机床一般由输入输出设备、数控装置、伺服系统、测量反馈装置和机床本体组成。1. 输入输出设备2. 数控装
2010-02-24 09:59:06114 数控机床电子教案,数控机床电子教程:数控机床精品课程:绪论,数控编程基础,数控机床操作实验,数控加工编程,数控车床加工实验,数控铣床加工实验,计算机数控装置,数控插补控制原
2010-02-24 09:55:12277 数控机床报警的故障维修分析
故障现象:一台配套OKUMA OSP700,型号为XHAD765的数控机床,早上
2009-10-17 14:11:041501 PSO算法在数控机床交流伺服系统PID参数优化中的应用:针对发展高精度数控机床的要求,在数控机床交流伺服控制系统中,本文提出了一种新的永磁同步电机控制策略,即利用粒子
2009-10-12 18:22:5315 数控机床的结构要求
机床本体是数控机床的主体部分。来自于数控装置的各种运动和动作指令,都必须由机床本体转换成真实的、准
2009-08-21 11:32:543811 数控机床维护与保养的基本要求
一、提高操作人员的综合素质
数控机床的使用比使用普通机床的难度要
2009-08-21 11:31:583771 PSO算法在数控机床交流伺服系统PID参数优化中的应用:摘要:针对发展高精度数控机床的要求,在数控机床交流伺服控制系统中,本文提出了一种新的永磁同步电机控制策略,即利
2009-05-16 15:29:4927 基于RBAC的数控机床信息集成系统:摘要:提出在数控机床信息集成系统中运用基于角色的访问控制技术,实现权限的清晰分明和最小化原则,防止权限滥用。有效地解决了数控机床
2009-05-16 15:00:4623 数控机床原理与系统绪论插补与刀补计算原理CNC系统结构及控制方法检测装置数控机床的伺服驱动系统数控机床的故障诊断
2009-05-09 07:56:19153 数控机床的故障规律
与一般设备相同,数控机床的故障率随时间变化的规律可用图6—1所示的浴盆曲线表示。在整个使用寿命期,根据
2009-05-07 00:20:332011 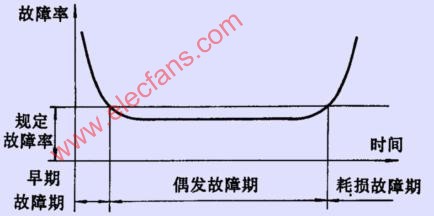
数控机床的故障诊断
数控机床是个复杂的系统,一台数控机床既有机械装置、液压系统,又有电气控制部分和软件程序等。组成数控
2009-05-07 00:19:34629 数控机床伺服驱动系统的基本组成
数控机床伺服驱动系统的基本组成如图5-1所示。数控机床的伺服驱动系统按有无反馈检测单元分为
2009-05-06 23:32:034896 
数控机床的坐标和运动方向的规定
在数控机床中,机床直线运动的坐标轴X,Y,Z按照ISO和我国的JB3051—82标准,规定成右手直角笛卡
2009-05-06 22:01:047612 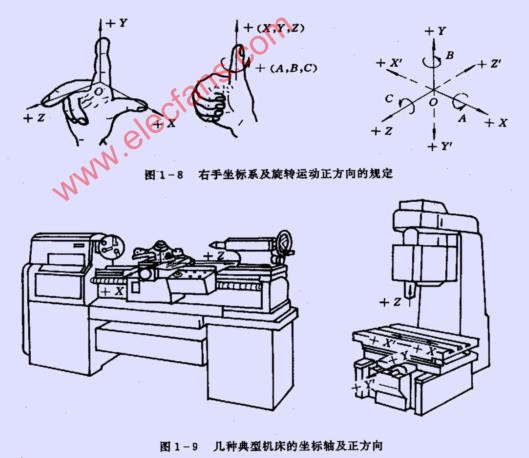
数控机床的工作过程
数控机床的工作原理
图1 数控机
2009-05-06 21:52:004199 
数控机床的工作原理
图1 数控机床的工作原理
2009-05-06 21:47:397801 
数控机床的基本组成、组成部分
数控机床一般由控制介质、数控装置、伺服系统和机床本体组成。图1—2的实线所示为开环控制的数控机床框图。
2009-05-06 21:38:3121186 数控机床的种类
目前,数控机床品种已经基本齐全,规格繁多,据不完全统计已有400多个品种规格。可以按照多
2009-05-06 21:37:456395 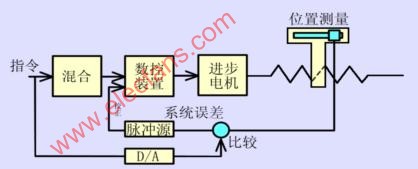
数控机床的组成 数控机床一般由控制介质、数控装置、伺服系统和机床本体组成。图1—2的实线所示为开环控制的数控机床框图。
2009-05-06 18:18:211923 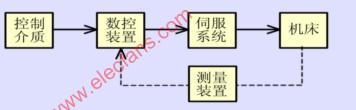
何谓数控机床
数控机床(Numerical Control Machine Tools)是指采用数字形式信息控制的机床。详言之,凡是用数字化的代码将零件加工过程
2009-05-06 18:09:234761 数控机床绪论:插补与刀补计算原理 插补与刀补计算原理CNC CNC系统结构及控制方法 系统结构及控制方法检测装置 检测装置数控机床的伺服驱动系统 数控机床的伺服驱动系
2009-04-30 09:35:1237 ⒈ 什么是数控?什么是数控机床?什么是数控系统?⒉ 数控系统主要由那几部分组成?⒊ 简述CNC系统的工作流程⒋ CNC机床有哪些特点?⒌ 数控机床按伺服系统的控制
2009-02-16 00:23:0527 本章主要介绍数控技术、数控机床的基本概念、体系结构、工作原理及分类;数控机床的应用范围及发展动向。自从20世纪中叶数控技术创立以来,它给 机械制造业带来了革命
2009-02-16 00:18:3125 数控机床的保养与维修 6.1 概述 6.2 数控机床的保养 6.3 数控机床的故障诊断与维修 6.4 数控机床的故障分析与维修实例
2008-12-31 00:31:57119 数控机床的机械结构 5.1 概述 5.2 数控机床的主传动系统 5.3 数控机床的进给传动系统 5.4 自动换刀装置 5.5 数控机床的主要辅助装置 5.6 数
2008-12-31 00:28:3899 cnc数控机床课件共6章,包括绪论、数控加工工艺分析与程序编制、计算机数控系统、数控机床伺服系统、数控机床机械机构、数控机床的保养与维修。每章均有一定数量的思考题
2008-12-31 00:25:19693 数控机床的发展与作用
2008-12-30 23:56:321068 
数控机床的分类
数控机床种类很多。规格不一,们不同的角对其进行了分类。
分别有机械运动轨迹分类,按
2008-12-30 23:51:501030 
数控机床的主要技术参数
2008-12-30 23:46:483516 
数控机床ppt
数
2008-12-30 23:44:181950 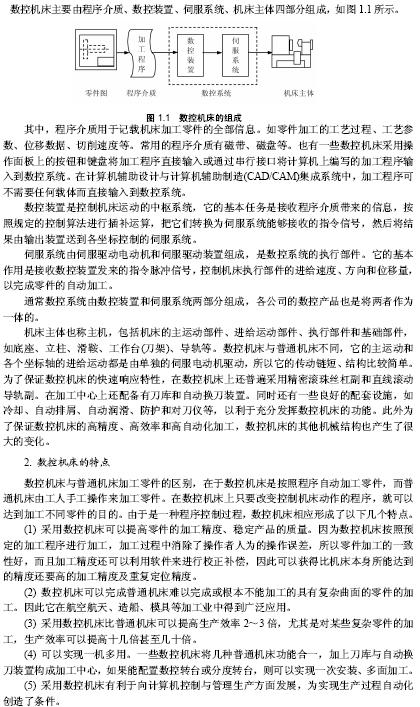
数控机床的英文:Numerical Control 简称NC。
数控机床的定义
2008-12-30 23:42:565859 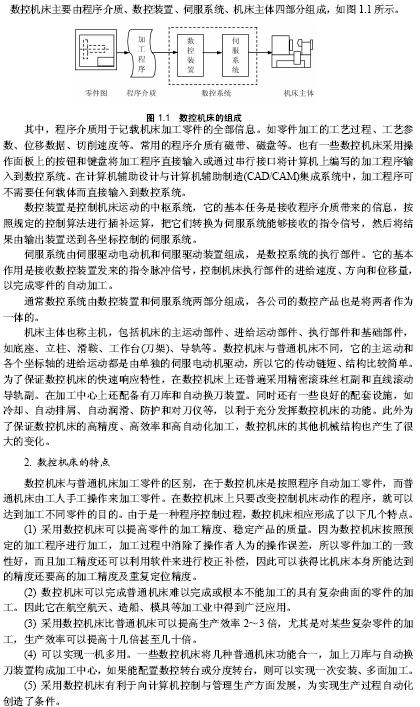
什么是数控机床
数控机床是数字控制机床的简称,是一种装有程序控制系
2008-12-30 23:38:325990 
此数控机床课件非常的详细,有认识数控机床,数控镗铣削加工工艺分析,数控车床基本操作实圳,螺纹的编程
2008-09-05 02:03:10157 第3章 数控机床控制系统3.1 数 控 系 统 概 述3.2 机床常用数控系统3.3 数控机床PMC3.4 数控机床的强电控制系统 3.5 数控机床故障的判定
2008-09-02 00:12:1193 数控机床的维护概述延长元器件的寿命和零部件的磨损周期,预防各种故障,提高数控机床的平均无故障工作时间和使用寿命 。数控机床使用中应注意的问题1.数控机床的
2008-09-02 00:11:1912 第7章 数控机床的安装、调试与验收7.1 数控机床的安装与调试7.2 数控机床的验收 7.1 数控机床的安装与调试7.1.1 数控机床的初就位和组装1.基础施
2008-09-02 00:01:260 第5章 数控机床刀具和刀库5.1 数控机床刀具和刀库概述5.2 数控机床常用刀具及工具系统5.3 刀具测量与调整5.4 数 控 车 床 刀 架5.5 加 工 中
2008-09-01 23:58:328 第4章 数控机床伺服系统4.1 数控机床伺服系统概述4.2 直 流 伺 服 系 统 4.3 交 流 伺 服 系 统4.4 位 置 检 测 装 置4.1 数控机床伺服系统概述
2008-09-01 23:57:103 第 1 章 概 述1.1 数控机床的发展和特点1.2 数控机床的组成与工作原理1.3 数控机床的常见类型1.1 数控机床的发展和特点 制造
2008-09-01 23:56:10462
正在加载...
 电子发烧友App
电子发烧友App









 工商网监
工商网监
评论