 电子发烧友App
电子发烧友App


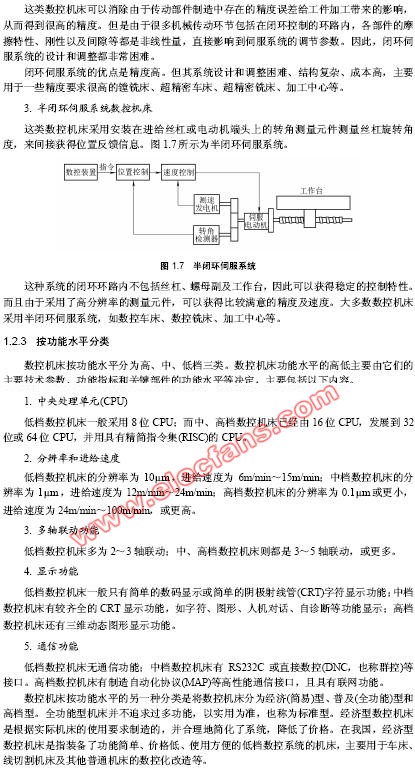
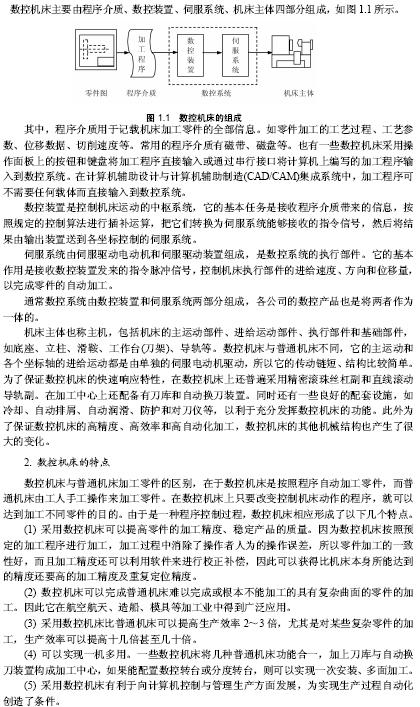
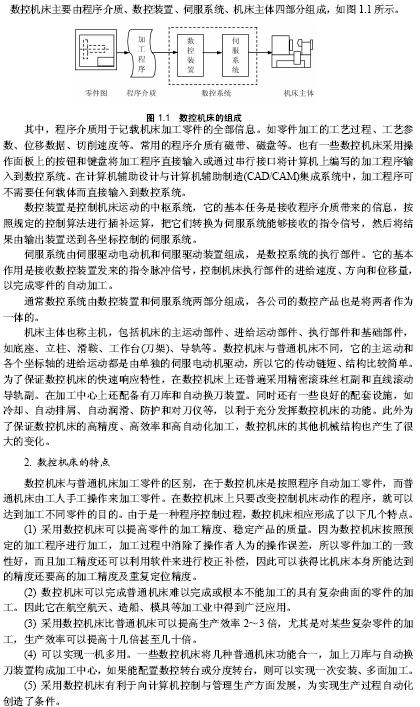
现代机械制造中,精度要求较高和表面粗糙度要求较细的零件,一般都需在机床上用切削的方法进行最终加工,机床在国民经济现代化的建设中起着重大作用。
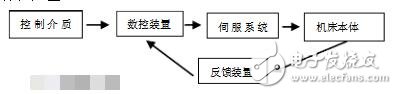
数制机床( Computer numerical control machine tools)是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而驱使机床动作加工零件。与普通机床相比,数控机床加工精度高,具有稳定的加工质量;可进行多坐标的联动,能加工形状复杂的零件;加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;机床本身的精度高、刚性大,可选择有利的加工用量,生产率高,一般为普通机床的 3 ~5 倍;机床自动化程度高,可以减轻劳动强度;对操作人员的素质要求较高,对维修人员的技术要求更高。
数控机床是一种高度机电一体化的产品,适用于加工多品种小批量零件,结构较复杂、精度要求较高的零件,需要频繁改型的零件,价格昂贵不允许报废的关键零件,要求精密复制的零件,需要缩短生产周期的急需零件以及要求100%检验的零件。数控机床的特点及其应用范围使其成为国民经济和国防建设发展的重要装备。
一、数控机床的发展现状
数控机床最早由美国制造出来。从1960年开始,一些工业国家,如德国、日本都陆续开发、生产及使用了数控机床。目前,欧、美、日等工业化国家已先后完成了数控机床产业化进程。
1、美国的数控机床发展
美国政府重视机床工业,美国国防部等部门因其军事方面的需求而不断提出机床的发展方向、科研任务,并且提供充足的经费,网罗世界级人才,特别讲究“效率”与“创新”,注重基础科研。因而在机床技术上不断创新,如 1952 年研制出世界第一台数控机床、1958 年创制出加工中心、70 年代初研制成 FMS、1987 年首创开放式数控系统等。由于美国首先结合汽车、轴承生产需求,充分发展了大量大批生产自动化所需的自动线,而且电子、计算机技术在世界上领先,因此其数控机床的主机设计、制造及数控系统基础扎实,且一贯重视科研和创新,故其高性能数控机床技术在世界也一直领先。其存在的教训是,偏重于基础科研,忽视应用技术,且在上世纪80 年代政府一度放松了引导,致使数控机床产量增加缓慢,于1982年被后进的日本超过,并大量进口。从90年代起,纠正过去偏向数控机床技术转向实用,产量又逐渐上升。
2、德国的数控机床发展
德国一直将机床工业放在重要的战略地位,在多方面给予大力扶植,于 1956 年研制出第一台数控机床后,德国特别注重科学试验,理论与实际相结合,基础科研与应用技术科研并重。企业与大学科研部门紧密合作,对数控机床的共性和特性问题进行深入的研究,在质量上精益求精。德国的数控机床质量及性能良好、先进实用、货真价实,出口遍及世界。尤其是大型、重型、精密数控机床。德国特别重视数控机床主机及配套件的先进实用,其机、电、液、气、光、刀具、测量、数控系统、各种功能部件,在质量、性能上居世界前列,如西门子公司的数控系统。
3、日本的数控机床发展
日本政府对机床工业之发展异常重视,通过规划、法规引导发展。在重视人才及机床元部件配套上学习德国,在质量管理及数控机床技术上学习美国,甚至青出于蓝而胜于蓝。自1958年研制出第一台数控机床后,1978年产量( 7,342 台) 超过美国( 5,688 台) ,至今其产量、出口量一直居世界首位。战略上先仿后创,先生产量大而广的中档数控机床,大量出口,占领世界广大市场。在上世纪 80 年开始进一步加强科研,向高性能数控机床发展。
二、数控机床的发展趋势
据国际咨询机构预测,今后世界上数控机床将以较高的速度发展,在金切机床中几乎所有品种均可实现数控化;数控系统向高度集成(采用64位CPU)、高分辨率(0.1um)、小型化方向发展。机械加工向工序复合化、智能化方向发展。未来工厂将广泛应用数控机床、柔性加工单元和柔性加工生产线,最终实现计算机集成制造系统。工厂可以灵活地根据用户需要,在短时间内设计、制造出全新的产品,实现更高精度、效率和效益。
1、高精度化
国外效控系统的设定单位由1um发展到0.1um和0.01um。1992年7月,日本FANUC公司在庆祝该公司成立二十周年的新成果展示会上,展示了实现纳米加工的整套技术,实现了0.001um/脉冲的控制系统,能牍利执行每个脉冲当量为0.001um的伺服单元,伺服电机、气浮丝杠、气浮主轴等部件,能检测纳米级精度的高精度检测反馈系统。据资料介绍,这是世界上第一个真正实现纳米加工的成套技术。
2、高速化
快速行程已从24m/min提高到240m/min(当设计单位为1um时),加工中心的切削进给速度可达10m/min以上。数控系统已从16位微机发展到32位、64位机,或用40多个CPU 的结构。FANUC公司开发的15B数控系统就采用了64位微机的RISC技术(压缩、优化程序、消除跟踪误差)。
3、高可靠性
FANUC公司的计算机数控系统的平均无故障工作时 (MTBF)是0.01次/月·台,即实现了100个月里出现一次故障的高可靠性t从而使机器人也实现了0.013次/月·台的高可靠性(另一种说法是国外数控系统的MTBF在1万小时以上)。
4、系统化
在新厂筹建和老厂扩建过程中,人们已注意到了耍在系统工程观念指导下来添置数控机床、柔性加工单位及柔性制造系统、机器人等机电一体化产品。德国的维勒尔公司已经给世界各国提供了上百条柔性制造系统。FANUC公司还在筑波科学城中按计算机集成制造系统(O1MS)的五层结构建成CIMS模式的工厂。富士通公司建立了绍津CIMS工厂,富士电机也建立了吹上C1MS工厂}德国的西门子公司建立了CIMS数控系统制造厂。
5、微型化
FANUC公司由于采用了64位傲处理嚣、RISC技术、SMT技术(表面涂装技术),用液晶显示器代替CRT及三维立体安装等新技术.已将16、18等新数控系统鳍小到原有数控系统的1/3。同时,已开始与其它公司,政府部门合作,开展了徽型机器人的研制工作。用于医学顿域的傲型机器人要能进入人体,执行打通血管阻塞的任务,还要在任务完成后自动退出人体。
6、智能化
视觉、触觉、模糊逻辑控制等智能化工作仍在积极进行。如FANUC公司展示的7轴双腕智能化机器人。日本在无人化工厂的研制上长期保持l~2个示范工厂的状态现已打破,目前已有7个无人化工厂。FANUC公司在无人化工厂的研制上每年投入1亿美元的研制费。
7、由传统的万能机床向机床功能专用化和产品多样化发展。由于机床的万能性和多功能性,造成机床结构复杂、制造周期长、成本也相应提高。用户往往只需要都分功能,但付出的却是多功能的代价,功能浪费了,根不经济。现在机l床制造业从品种少、批量大的生产转换为多品种、专业化和小批量生产。对每一种具体的机床产品来说,它的功能应该是有限的,适合用户特定需要的,尽量步带不必要的功能。
8、以模块化设计实现产品多样化,功能专用化,已成为当前机床发展的主流。这类机床是较为专用化的机床。这类机床在机床镑售额中所占的比重,过去5~10年为3%,现在已达到10%,再过5~lO年,将达到50%以上。生产企业要为每个不同的用户专门设计机床,而规格和功能完全相同的机床将缸来愈少。甚至于以后有可能不再出现。
9、发展经济型数控机床和加工中心也成为当前数控机床发展的一种趋势。经济型(国外多称为廉价型)数控机床,加工中心,是美国、日本等国的机床业作为一个参与市场竞争的新策略而再现的。
10、“电子—— 机械”商品化
一般认为机电一律化商品,机械部分成本较高。现在国际市场上机电一体化商品中的“电子”部分的比啻I不断增加。FANUC公司正准备将成本中的电子都分增加到占60%,机械部分占40%,即形成以“电子”为主,以“机械”为辅的机电一体化商品。
三、我国数控机床发展现状与趋势
我国数控机床发展现状
我国数控机床的研制工作起步比较晚,于1958年由清华大学和北京第一机床厂合作研制了我国第一台数控铣床,并于1958年开始试制成功第一台电子管数控机床。1965年开始研制晶体管数控系统,直到20世纪60年代末至70年代初成功研制。从1980年起,我国加大改革开放的力度,先后从日、德、美、西班牙等西方国家引进CNC系统,对各种机、电、液、气等基础原件进行合作生产,极大地提高了产品的质量。
总体来说,从1958年研制出第一台数控机床到现在,我国数控机床的发展大体可以分为三个阶段:1958至1979年为第一阶段,在这一阶段内我国受到西方国家的封锁和国内环境的影响,数控机床的发展采用的是封闭式摸索前进,数控机床的一些关键技术,如电、气、液等核心技术达不到可靠性要求,故障常出;1980年至1995年为第二阶段,我国提出了改革开放的政策,积极引进国外的先进数控技术,利用国外的先进产品配置和技术,期间我国的数控机床取得了长足的发展,逐渐缩小与国外先进国家的差距,但总体来说,这个阶段属于我国的仿制时期,自主研发的产品占少数。
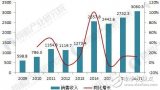
1996年至今为第三阶段,我国实施产业化的战略,数控机床进入自主研发的时期,数控机床的产值比重也逐渐增大,数控机床无论从数量上还是在质量上都取得了较大的进步,某些核心的关键技术已经接近或者领先于世界水平。例如,2010年,世界28个主要机床生产国家和地区产值达663亿美元,较2009年增长了21%,其中,中国机床占全球机床产值的31%。中国为世界机床第一大生产国,日本居第二位,德国位列第三位,但是排名世界前7位的数控机床生产企业我国没有一家。
我国数控机床发展趋势
20世纪90年代开始,我国数控机床系统完成了16位机向32位机转变,伺服驱动从直流向交流全数字式转化,系统体系结构从封闭向开放转变,控制系统由专用计算机向通用计算机转变,加快了数控机床技术前进的步伐,具体来说数控机床会朝着以下几个方向发展。
1、 高速化
随着新型刀具和其他关键部件的采用,数控机床进入高速切削的时代。高速加工采用远高于常规加工切削速度进给速度,不仅可提高加工效率,缩短加工工时,同时还可获得很高加工精度。高速切削机床是实现高速切削加工的前提和关键,具有高精度的高转速主轴,具有控制精度高的高轴向进给速度和进给加速度的轴向进给系统,是实现高速切削的关键。例如,现在数控机床的主轴转速由原来的几千转提高到现在的上万转,甚至几十万转;进给速度由原来的每分钟几米提高到现在100~200m/min;换刀的时间也越来越短,从原来的十几秒降到现在的1ms,这些都极大地提高了生产率。
2、 精密与超精密化
精密与超精密加工是今后金属切削加工的发展方向。近几年,随着数控机床关键技术的发展,通过机床结构优化、制造和装配的精化,数控系统和伺服控制的精密化,高精度功能部件的采用和温度、振动误差补偿技术的应用等,从而提高数控机床加工的几何精度、运动精度,减少形位误差、表面粗糙度。据资料分析,数控机床加工精度平均每8年提高1倍,从数控机床的产生到现在,数控机床的加工精度提高了大约了100倍。近10多年来,精密级加工中心的加工精度则从(±3~5)μm提高到(±1~1.5)μm。
3、开放化
基于通用计算机的开放式体系结构的数控机床系统已经成为其发展的主要方向,开放化的系统可以使数控机床应用于不同的平台之上,可以与其他不同的系统相互操作,增加数控机床系统的兼容性,这种开放的、交互的数控机床具有操作简便、维护方便等特点,提高了数控机床在企业中的普及率。
4、技术集成化和技术复合化
技术集成和技术复合是今后数控机床发展的另一趋势。为了提高生产率,出现复合加工机床,复合加工机床突出体现了工件在一次装卡中完成大部分或全部加工工序,从而达到减少机床和夹具、免去工序间的搬运和储存、提高工件加工精度、缩短加工周期和节约作业面积的目的。这类机床可以进行复合工序的操作,例如车、铣、钻、镗、磨、齿轮加工技术复合,甚至还可以跨加工类别的技术复合,如激光-冲压、金属切割-激光等技术复合,这类复合加工机床的出现极大地缩短了辅助时间,提高了生产率。
5、智能化
智能化指工作过程智能化,利用计算机、信息、网络等智能化技术有机结合,对数控机床加工过程实行智能监控和人工智能自动编程等。智能监控是指在加工过程中,数控机床可以实现对工件的自动找正、自动换刀、自动补偿以及对加工过程出现的故障问题等自动解决,而人工智能编程是指数控机床可以根据设定程序自动加工出所需要的零件。随着网络信息技术的发展,网络控制(远程控制)已经成为数控机床可持续发展的新方向之一。
6、绿色化
人口、资源和环境已经成为制约人类发展的三大问题。为寻求符合环保要求的机床,干式和微量冷却类型数控机床应用越来越广泛。操作工人的环境、加工材料、冷却液的使用会成为衡量数控机床的绿色水平,因此绿色清洁的数控机床成为今后数控机床的主导方向。













 工商网监
工商网监
评论