射线检测(X-ray)通常用于检测焊接质量,包括BGA(Ball Grid Array)焊接的质量。X射线检测可以检测到一些焊接缺陷,例如虚焊、焊点冷焊、焊点错位等问题。虚焊是指焊点与焊盘之间存在空隙或者不完全焊接的情况。X射线检测可以帮助检测这种问题。
2023-10-20 10:59:35 62
62 X射线检测仪是一种非破坏性检测工具,广泛应用于工业、医疗和其他领域。在工业领域,X射线检测仪主要用于检测材料和构件的内部缺陷。以下是X射线检测仪可以检测到的一些常见缺陷: 1. 裂纹:如焊缝中的裂纹
2023-09-18 15:53:42115 半导体封装是一个关键的制程环节,对产品性能和可靠性有着重要影响。X射线检测技术由于其优异的无损检测能力,在半导体封装检测中发挥了重要作用。 检测半导体封装中的缺陷 在半导体封装过程中,由于各种原因
2023-08-29 10:10:45154 引言 X射线点料机是一种现代化的工业设备,它利用先进的X射线技术来检测和分析物料的成分和结构,以确保生产过程的精度和质量。这种设备广泛应用于食品、制药、塑料、金属等多种工业领域。 工作原理 X射线点
2023-08-25 10:50:15110 
引言 X射线检测设备在医学、工业、科研等多个领域中发挥着关键的作用。它们利用X射线的穿透性和吸收特性,能够检测、分析物体内部的结构和性质,对于确保人们的健康、保障产品质量和推动科研发展具有重要意义
2023-08-21 15:21:58106 
在线X射线检测仪是现代工业生产过程中的重要工具,它们可以提供实时的、无损的产品分析和质量控制。这些设备通过发射和检测X射线,来测量和分析材料的内部结构,从而确保工艺流程的符合性和产品的质量。 X射线
2023-08-11 10:53:12187 要求高稳定性和高精度的自动焊接设备能够准确完成焊缝对接。传统的焊接工艺常常会导致焊缝缺陷,降低成品质量。自动焊接设备的焊缝跟踪功能可以实时监测焊缝形状,根据焊缝情况及时调整焊枪位置,有利于形成标准的焊道。自动焊接设备的焊缝跟踪系统显著提高了焊接质量。
2023-07-13 13:52:34234 结构,蔡司提供3DX射线显微镜到激光双束电镜LaserFIB的解决方案,实现从三维无损缺陷定位到超大尺寸高效截面制备,再到高分辨成像分析的完整流程。三维X射线显微镜
2023-06-27 15:52:39239 
焊接是现代制造业中常见的连接工艺,而焊缝的准确性对于焊接质量至关重要。传统的焊接过程中,操作人员需要准确地跟踪焊缝位置,以确保焊接的准确性。然而,这种手动追踪存在操作繁琐、容易出错等问题。随着自动化
2023-06-27 15:21:14123 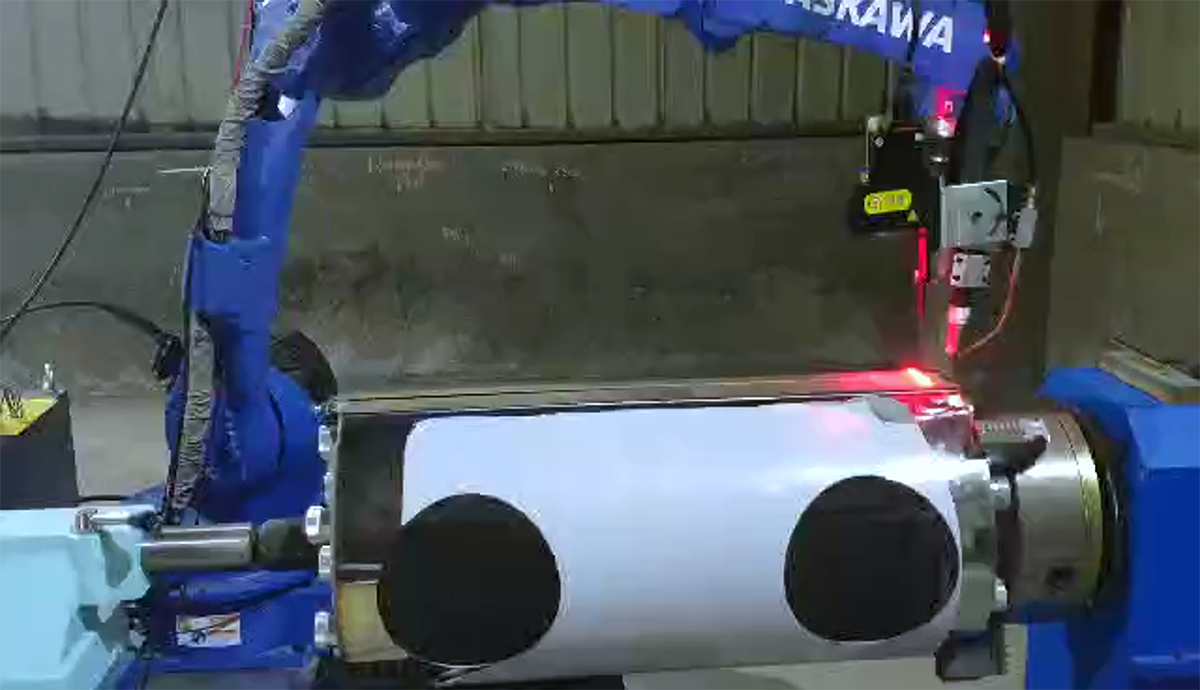
一.前言无损检测方法是利用声、光、电、热、磁及射线等与被测物质的相互作用,在不破坏和损伤被测物质的结构和性能的前提下,检测材料、构件或设备中存在的内外部缺陷,并能确定缺陷的大小、形状和位置。无损检测
2023-06-08 10:04:31255 
半刚性电缆组件外导体处焊缝的开裂问题分析
2023-05-11 10:57:12254 
机器人焊接由于高效、稳定和精确的特点,在制造业中已成为一种重要应用。然而,像所有的焊接过程一样,机器人焊接中也存在常见的缺陷。这些缺陷会导致焊缝的质量下降,并可能导致产品失效。近年来,焊缝跟踪系统
2023-04-26 17:27:39578 C陷阱与缺陷C陷阱与缺陷作者以自己1985年在Bell实验室时发表的一篇论文为基础,结合自己的工作经验扩展成为这本对C程序员具有珍贵价值的经典著作。写作本书的出发点不是要批判C语言,而是要帮助C
2008-09-25 09:51:30
激光焊缝跟踪传感器是焊接过程中确保精度和准确性的重要工具。该传感器系统负责跟踪缝隙并引导焊接过程,以确保焊缝沿着缝隙。激光焊缝跟踪传感器已被广泛应用于各种焊接过程中,如激光焊接、电弧焊接和电子束焊接
2023-03-28 18:15:03583 
创想智控激光焊缝跟踪系统是一款专业的焊接激光焊缝跟踪设备,通过激光和相机的组合,实现对焊缝的实时跟踪和自动控制,从而提高焊接质量和效率。下面将从技术特点、应用优势、使用注意事项等方面进行分析。 技术
2023-03-03 14:29:28271 
,危害性极大。需要对枕头缺陷进行分析,从产生机理、根本原因、理论依据、实验验证和改善方案等进行研究,查找出影响焊接的关键要素。
2023-01-16 15:19:53399 电子发烧友网站提供《蓝光DNA透照仪开源分享.zip》资料免费下载
2022-11-16 10:06:22 0
0 近日,上海艾为电子技术股份有限公司实验中心(以下简称“艾为实验中心”)正式通过中国合格评定国家认可委员会(CNAS)认可评定,获得实验室认可证书,此举代表艾为电子正式跻身为数不多拥有CNAS认证的芯片设计企业行列。
2022-10-10 14:32:43692 因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
2022-07-22 15:02:182831 一、 一般常见的焊接缺陷可分为四类:(1)焊缝尺寸不符合要求:如焊缝超高、超宽、过窄、高低差过大、焊缝过渡到母材不圆滑等。(2)焊接表面缺陷:如咬边、焊瘤、内凹、满溢、未焊透、表面气孔、表面裂纹等。
2022-07-13 15:05:0710911 激光焊虽然优势明显,但也存在缺陷。由于激光聚焦后光斑尺寸小,焊缝窄,因此激光焊对母材的加工精度、工件装配精度和光束定位精度有极高的要求,否则很容易造成漏焊、偏焊等焊接缺憾,更严重的可能导致工件报废
2022-05-25 11:32:151861 的原始图像;其次采用灰度处理、滤波除燥等算法进行预处理;最后采用区域生长算子和设计的双阈值筛选算法分别得到了图像的焊缝和阻塞缺陷。实验表明,本系统检测效率比传统人工检测效率提高了6倍,准确率在97%以上。
2022-03-31 16:25:501252 无锡市东富达机器视觉技术的缺陷检测方法,即利用图像处理和分析对产品可能存在的缺陷进行检测。 在检测产品存在缺陷时,其图像表现为缺陷处的灰度值与标准图像在此处的灰度值有差异。首先对瑕疵缺陷图像的特征
2021-12-17 14:20:512844 基于工业CT图像的小缺陷定量及不确定评定
2021-06-29 10:41:1110 分析了阴极射线管中电子束的偏转原理和偏转线圈的绕制种类及方法, 说明了了解此类知识的重要性。
2021-03-23 15:31:1415 传统焊接缺陷的种类很多,按其在焊缝中所处的位置可分为外部缺陷和内部缺陷两大类。外部缺陷也叫外观缺陷。
2021-01-04 14:00:419382 X 射线是波长范围为0.01~10nm 的电磁波,X 射线通信则是一种利用X 射线传输信息的通信方式,是将信息加载至X 射线的特征参数上进行传递的方法。
2020-07-08 09:34:041552 的塑料基板变形,还有可能是由于SMT加工印刷缺陷造成的。 X射线检测对简单和明显的缺陷,如桥接、短路、缺球等的定义已经很清楚,但对于虚焊、冷焊等复杂和不明显缺陷没有更多深入的定义。双面板上密集的组装元件常常导致阴影。虽然X射线头和被测工件
2020-05-29 14:32:511390 的塑料基板变形,还有可能是由于SMT加工印刷缺陷造成的。 X射线检测对简单和明显的缺陷,如桥接、短路、缺球等的定义已经很清楚,但对于虚焊、冷焊等复杂和不明显缺陷没有更多深入的定义。双面板上密集的组装元件常常导致阴影。虽然X射线头和被测工件
2020-04-25 09:55:441254 X射线断层扫描技术作为一种具有独特的功能的无损检测技术,可以用来分析增材制造(AM)产品的缺陷。
2020-04-12 21:53:343749 焊缝缺陷自动超声检测系统是一种重要的无损探伤设备,可用于检测平板、管道、容器等的纵、横焊缝以及接管角焊缝缺陷。与手工检测方法相比,该系统具有运行平稳、漏检率低、显示直观等优点。
2020-04-04 10:24:00792 
焊缝高度指金属板之间的缝隙,通过焊条在烧焊冷却收缩后,其金属液体在焊缝间填充的总体高度。角焊缝中,焊缝高度指直角三角形的直角点(两焊脚交点)到斜边的距离。
2020-02-04 16:48:02140186 射线检测是利用各种射线对材料的透射性能及不同材料对射线的吸收、衰减程度的不同,使底片感光成黑度不同的图像来观察的,是一种行之有效而又不可缺少的检测材料或零件内部缺陷的手段,在工业上广泛应用。
2020-01-13 08:00:0018 对接焊缝与角焊缝在连接方式、焊接工艺、适用范围、缺陷产生及检测方法等方面有区别。
2019-12-27 10:17:0449192 焊缝(welded seam)利用焊接热源的高温,将焊条和接缝处的金属熔化连接而成的缝。焊缝金属冷却后,即将两个焊件连接成整体。根据焊缝金属的形状和焊件相互位置的不同,分对接焊缝、角焊缝、塞焊缝和电铆焊等。
2019-11-19 15:17:084347 本文主要介绍了X射线测厚仪日常维护方法和对X射线测厚仪与γ射线测厚仪进行了比较。
2019-08-08 14:38:04997 针对 BGA 枕头效应(HIP)缺陷,分析 X-RAY 设备最小缺陷分辨能力,提出基于 X 射线二维成像和三维断层扫描技术检测 BGA 焊接缺陷检测方法。
2019-07-02 14:08:343143 在工业探伤领域中,由于焊接过程出现的各种问题,会导致焊缝中含有气孔和裂纹等缺陷,影响产品的质量,所以焊接图像中缺陷的检测十分重要。受传统X射线焊缝图像检测的评片人员的技术素质和经验的影响,焊缝缺陷的检测逐步从人工评片过渡到计算机智能识别。
2018-12-17 07:58:003023 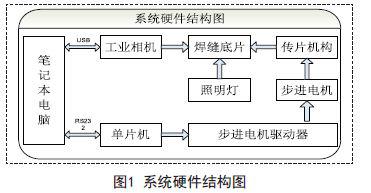
SLAC国家加速器实验室的科学家们同样好奇,为什么3D打印部件(特别是金属3D打印部件)容易出现缺陷,所以他们使用装有X射线的观察台来更好地理解使3D打印出错的原因。科学家们认为这项研究可以使各种3D打印产品制造商受益,例如航空航天、汽车和医疗保健等行业。
2018-02-10 22:45:004046 由于厚钢管X射线图像强度分布不均匀,对比度低、噪声大,且气孔缺陷的大小、形状、位置、对比度各异,使得自动检测各种类型的气孔较为困难。针对传统缺陷检测算法中手工标记缺陷数据工作量大,焊缝边缘难以准确
2017-12-05 14:36:031 。 射线检测适用于碳素钢、低合金钢、铝及铝合金、钛及钛合金材料制机械、器件等的焊缝及钢管对接环缝。射线对人体不利,应尽量避免射线的直接照射和散射线的影响。 超声检测系指用A型脉冲反射超声波探伤仪检测缺陷,适用于金属制品原材
2017-10-09 18:23:515 基于矩不变数字剪影的X射线图像缺陷检测方法_王妍玮
2017-03-16 08:00:000 晶体硅中的杂质或缺陷会显著地影响各种硅基器件的性能。用常规化学腐蚀法显示出单晶硅中的缺陷,观察典型的位错。通过实验发现缺陷分布的一般规律:中间尺寸大,密度小,边缘
2012-06-06 15:33:207241 
通过分析压力变送器的数学模型!阐述了数字压力计检定压力变送器的过程!以及示值误差测量不确定度的评定步骤!着重分析了不确定度的来源与评定方法!最终给出了测量结果的不确定度
2011-11-29 16:10:1321 针对压力容器无损检测中胶片焊缝的缺陷识别,根据缺陷图像的特征,采用图像预处理、图像分割算法,专家系统等方法,提出了一种胶片焊缝缺陷的识别方法,并在MATLAB下实现。介绍
2011-11-14 10:22:0439 本文针对结构光主动视觉采集到的焊缝表面的激光条纹特征进行研究,提出了通过直线拟合和二次曲线拟合准确获得等厚板激光焊接焊缝图像端点位置识别方法,
2011-08-18 10:23:052461 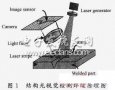
钢焊缝内部缺陷 超声波探伤 方法是一种较为复杂的,设计多学科的技术,在钢结构工程应用较多,鉴于此,本内容提供了钢焊缝内部缺陷超声波探伤演示试验,来方便大家来学习
2011-07-14 15:29:1855 X射线管总规范 GB 12078-1989
本规范规定了X射线管质量评定程序,并给出了电气参数、机械、环境及耐久性的试验和测试方法。
2010-04-29 16:42:5312 射线敏感器件,射线敏感器件是什么意思
放射线效应
物质被放射线照射后.其某些特性(如折射率)发生变化
2010-04-01 17:13:081771 液化石油气钢瓶焊缝质量的声发射检测和评定
本文介绍一种采用声发射技术,对在用液化石油气钢瓶的焊缝质量和整体进行检测及评定的方法;同时也为使
2010-03-31 10:02:1011 使用CIT公司的数字射线技术检验管道焊缝参数设置
使用现有的射线源,如Ytb169、Iri192、Se75、X-rays 和Co 源,按照下列表格的暴光时间,检验环焊缝:
2010-03-20 11:07:5725 X射线实时成像系统在锅炉压力容器管材探伤中的应用
锅炉和压力容器管材环型对接焊缝的探伤手段,正从繁琐的X 射线胶片探伤向X 射线数字化实时成像检测方向
2010-03-20 10:52:3331 内容提要:本文对目前超声检测技术中缺陷定性评定所应用的主要方法进行了综合介绍。
2010-01-30 13:41:0110 本研究在给定裂纹尺寸和载荷条件下,根据CTOD(裂纹尖端张开位移) 试验结果,先后采用英国标准协会提出的BS7910 标准和欧共体提出的结构完整性评定方法SINTAP ,针对EH36 管线钢焊接接头
2010-01-26 15:13:4711 在探伤实践中,经常遇到翻印X射线照片的问题(相纸晒印的照片),如重要设备的质量报告、事故分析报告、积累资料和交流经验等,都需要附有设备焊缝质量的X射线照片。为了翻
2010-01-14 13:50:2018 标准的分类
1、检测方法标准:
GB 3323-87 钢熔化焊对接接头射线照相和质量分级
JB 4730-94 压力容器无损检测
B
2010-01-12 14:30:3015 X射线实时成像是一项新兴的无损检测技术,它具有快速、准确、直观、成本低廉等优点,可以代替常规的X射线胶片照相探伤方法。概述了X射线实时成像技术的要点和在焊缝探
2009-12-15 15:36:368 炼铁高炉炉壳立焊缝、横(环) 焊缝经超声探伤后进行缺陷定位, 指导焊工刨削缺陷。通过缺陷定位分析, 研究刨削面与缺陷位置的角度因素, 提出解剖缺陷的一些技巧。
2009-11-23 16:16:4117 通过超声C 扫描和三视投影成像技术对管道焊缝缺陷进行定性定量评估和诊断分析。研究与应用结果表明,采用超声自动扫描多维投影成像方法可以直观地得到焊缝区缺陷的位置
2009-11-23 14:58:3312 秦山核电二期1MX 工程现场所焊的三通均为等径三通,接管形式为全焊透非插入型角焊缝。常规射线检验方法为用外置射线源透照,胶片放在接管内。但是由于支、母管管径较小,管子
2009-11-23 14:51:2413 提出了一种基于数字射线成像的焊缝质量检测方法。采用先进的非晶硅数字检测系统获取信息丰富的原始图像,叠加曝光降低图像噪声;依据射线衰减的指数规律对图像进行对数解
2009-11-23 14:47:5216 双预脉冲驱动X射线激光实验研究:在“星光-Ⅱ”激光装置上进行了双预脉冲驱动类氖铬X射线激光实验,介绍了实验方法和实验结果,并对结果进行了简短讨论。由于目
2009-10-26 21:46:2513
超声波检测及等级评定实验
一、实验目
2009-05-17 11:03:372129 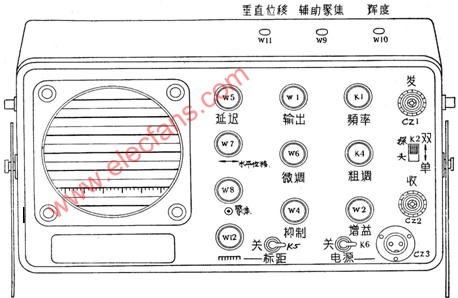
X射线光电子能谱分析X射线光电子能谱法(X-ray Photoelectron Spectrom-----XPS)在表面分析领域中是一种崭新的方法。虽然用X射线照射固体材料并测量由此引起的电子动
2009-03-06 22:41:578426
 电子发烧友App
电子发烧友App









 工商网监
工商网监
评论