电子发烧友网站提供《基于ARM9的嵌入式数控铣床控制系统的设计.pdf》资料免费下载
2023-10-12 11:43:03 0
0 由加工者手动更换刀具并手动操作的是通用铣床,而能够对被操作的部分进行数控控制(Numerical Control:数控)的是数控铣床。数控是指能根据程序自动旋转和移动主轴、移动工作台的功能。 此外,配备有ATC(Automatic Tool Changer:自动换刀装置)的称为加工中心。
2023-09-05 10:18:31 109
109 
…………………………………4实验项目2 数控车床的操作与加工实验………………………9实验项目3 数控铣床的操作与加工实验……………………..15实验项目4&
2008-12-30 23:29:53
金属切削机床是用切削、磨削或特种加工方法加工各种金属工件,使之获得所要求的几何形状、尺寸精度和表面质量的机床。根据加工方式的不同,金属切削机床可以分为车床、镗床、磨床、铣床等。
2021-09-15 15:17:091290 数控铣床和加工中心到底有什么区别,其实这个问题不仅是对于外行的人很困惑,很多行业内人士也有傻傻分不清的。 简单的说就是加工中心是数控铣床的升级版本,如果把数控铣床比喻成钢铁圣斗士的话,那加工中心就是
2021-03-25 17:25:082068 所谓数控铣的定位,就是用定位销将待加工的印制板定位到铣床的工作台上,从而方便、准确地加工印制板外形。要求定位简单可靠,能快速装、卸板同时能排除切屑。
2019-11-27 17:47:371816 普通的数控铣床也是具有数控操作系统(例如日本发那科、德国西门子、中国华中或广数等),也具有三个进给轴和一个旋转主轴,他们的加工模式几何是一模一样的,而且也基本上可以实现相同的加工能力。
2019-10-11 09:27:1712756 动力驱动装置, 即伺服电机和步进电机驱动器提供控制信号, 控制铣刀的旋转和走位的嵌入式数控铣床控制系统的实现方案。经实验表明, 系统在较好地满足传统数控铣床系统功能要求的前提下, 大大降低了成本, 节约了资源。
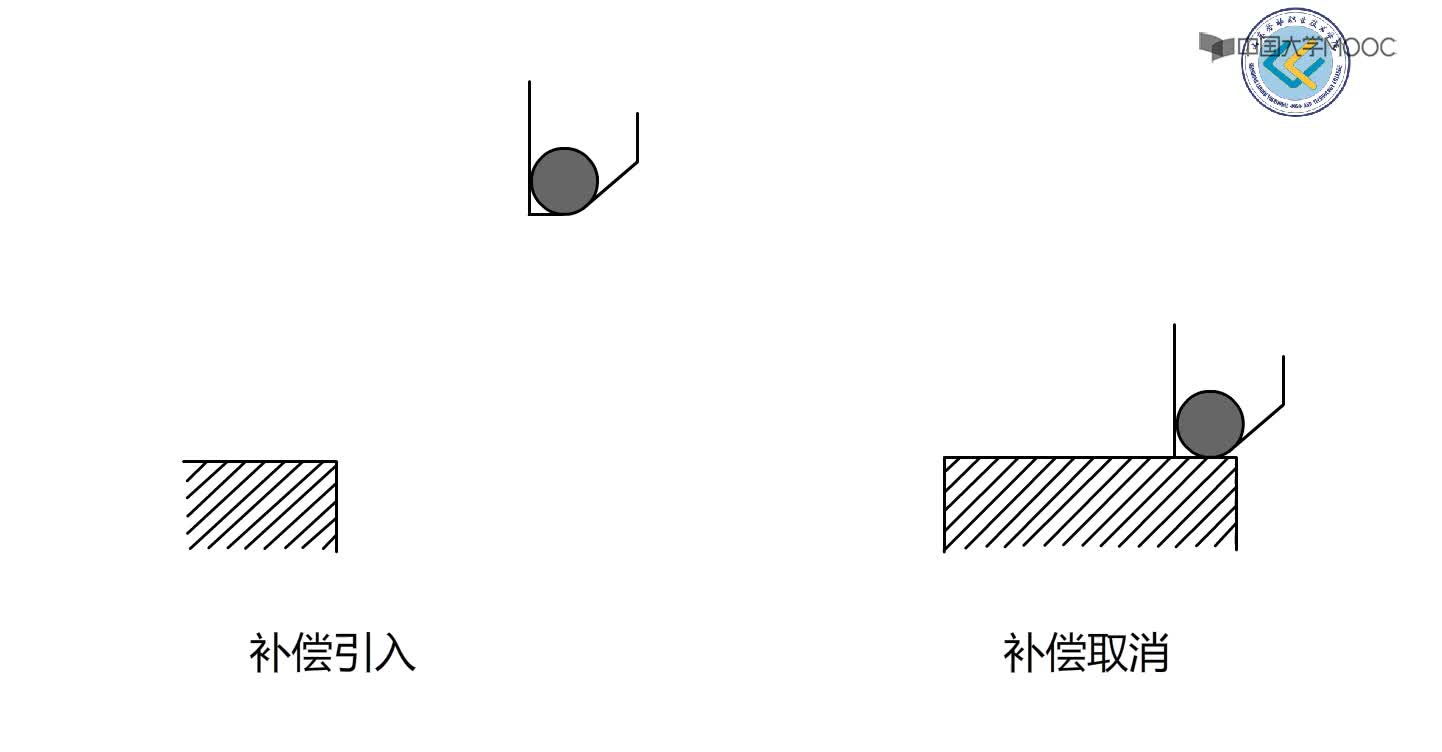
2019-09-04 16:39:575 pcb电路板数控铣床的铣技术包括选择走刀方向、补偿方法、定位方法、框架的结构、下刀点。
2019-09-02 09:43:472898 数控铣床的故障按故障发生的部位可分为机械故障及电控故障。机械故障通常是因为机械安装、调试及操作使用不当引起主轴及滚珠丝杠的传动故障;或发生导轨摩擦过大的故障,如传动噪声大、加工精度差、铣床运行阻力大等。
2019-08-24 10:20:063785 数控铣床硬件故障的维修实例及技巧,机械故障的维修实例及技巧,数控铣床的机械故障主要有主轴故障、滚珠丝杠副故障和导轨故障。
2019-08-24 10:18:003578 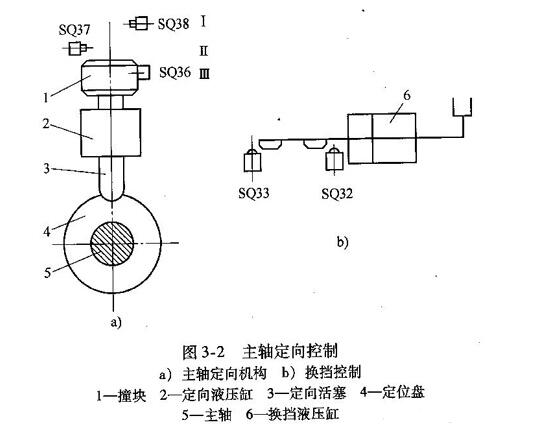
数控加工中刀具的选择和切削用量确定是在人机交互状态下完成,要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工特点,正确选择刀刃具及切削用量。
2019-08-24 10:06:4710975 
数控铣床一般具有CRT屏幕显示功能,显示加工程序、多种工艺参数、加工时间、刀具运动轨迹以及工件图形等。数控铣床一般还具有自动报警显示功能,根据报警信号或报警提示,可以迅速查找机器故障。而普通铣床不具备上述功能。
2019-08-24 09:42:4522025 数控机床加工是一种高精度、高效率的自动化机床,使用数控机床加工可以提高加工效益,创造更多的价值,摆脱了那落后的加工技术,数控车床加工的工艺与普通车床的加工工艺类似,数控机床加工的优势特点有哪些?
2019-08-24 09:40:3212075 普通数控机床一般指在加工工艺过程中的一个工序上实现数字控制的自动化机床,如数控铣床、数控车床、数控钻床、数控磨床与数控齿轮加工机床等。普通数控机床在自动化程度上还不够完善,刀具的更换与零件的装夹仍需人工来完成。
2019-08-24 09:33:206718 数控铣床具有铣床、镗床、钻床的功能,使工序高度集中,在更换工件时只需调用存储于数控装置中的加工程序、装夹工具和调整刀具数据即可,因而大大缩短了生产周期,提高了生产效率。
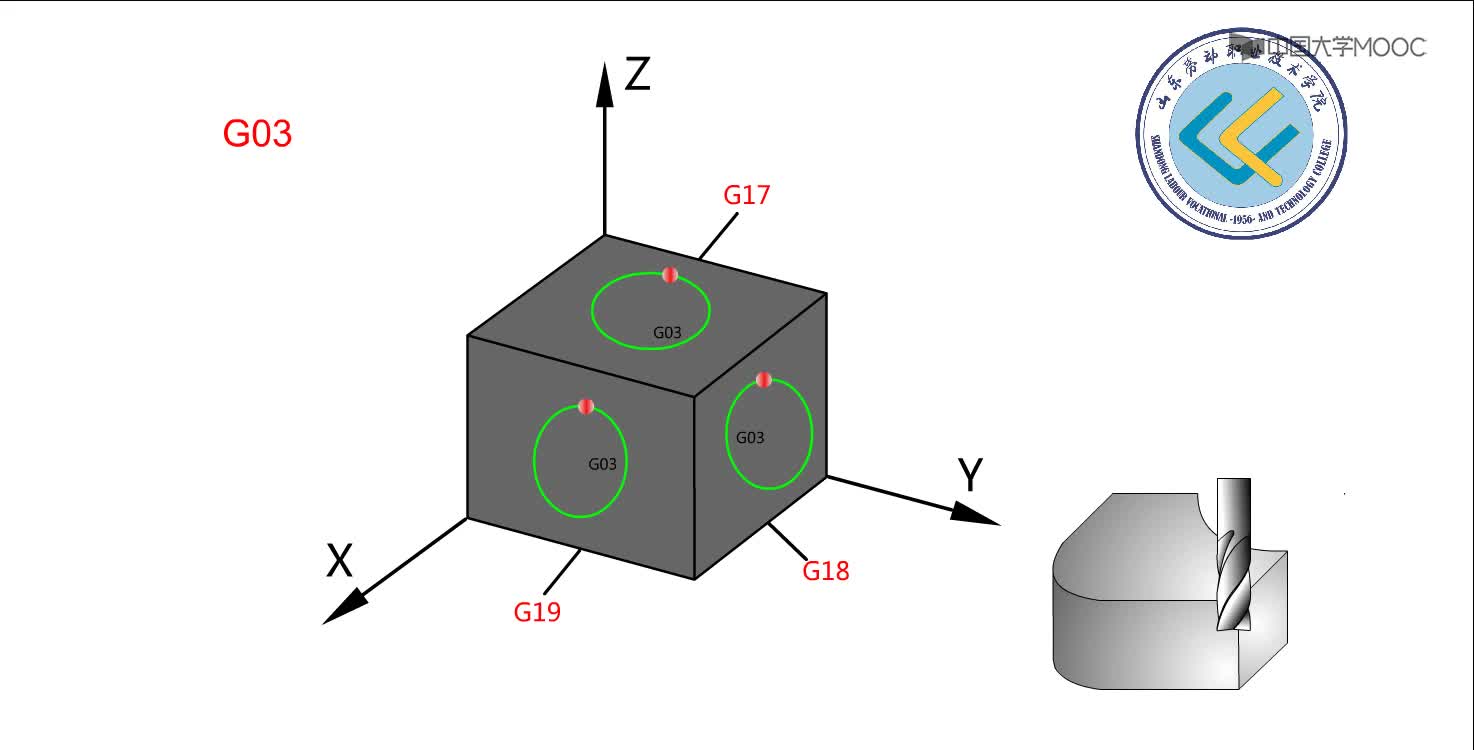
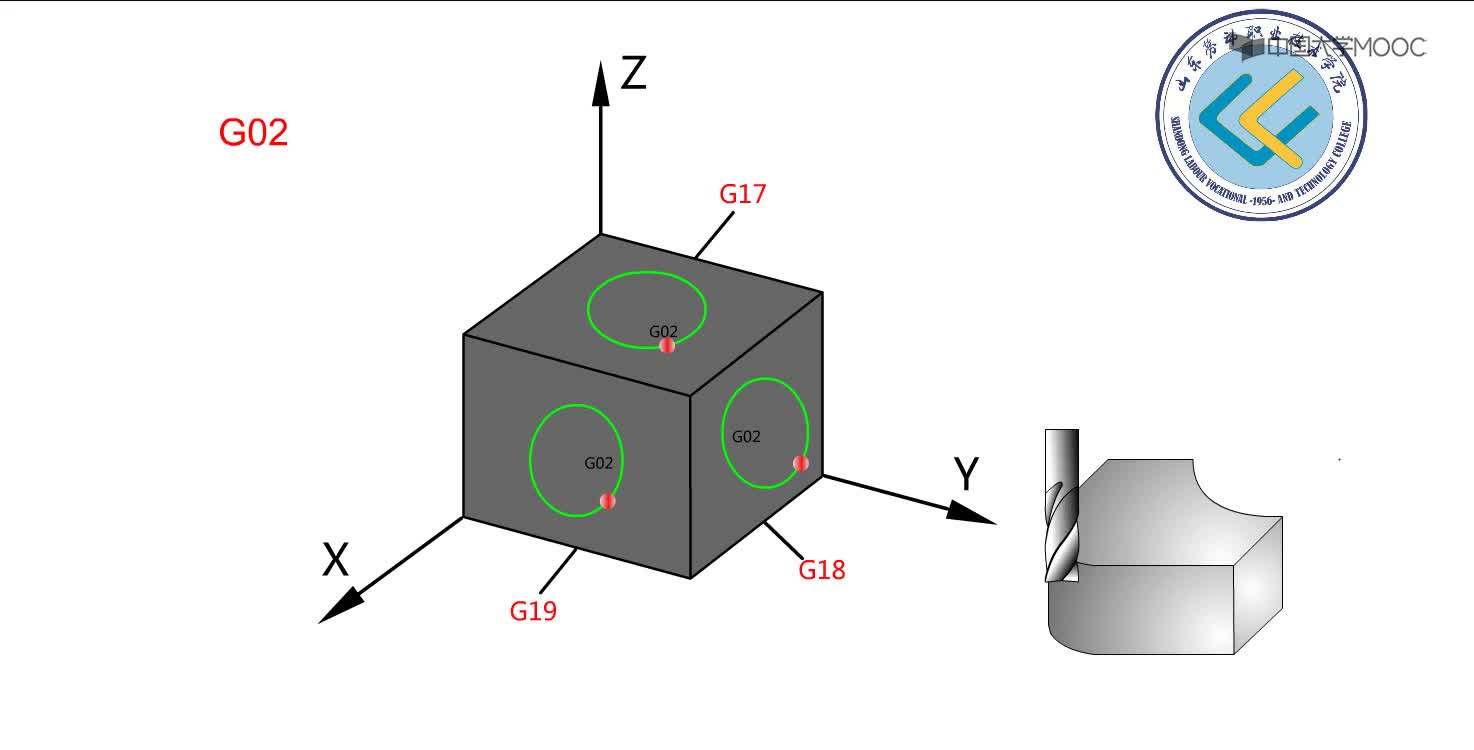
2019-08-24 09:29:5817112 点位控制功能数控铣床的点位控制主要用于工件的孔加工,如中心钻定位、钻孔、扩孔、锪孔、铰孔和镗孔等各种孔加工操作。连续控制功能通过数控铣床的直线插补、圆弧插补或复杂的曲线插补运动,铣削加工工件的平面和曲面。
2019-08-24 09:27:2111120 数控铣床是一种典型而复杂的机电—体化产品,按照传动形式所采用的机件和工作介质的不同,可划分成电气传动及控制系统、机械传动及控制系统和液压气压传动及控制系统三大部分。
2019-07-04 11:47:411706 。目前,基于曲面造型和实体造型的仿真技术已广泛应用于数控仿真中,对于三轴数控铣床的单面加工仿真也有了好的算法。
2019-06-21 08:08:001271 
数控机床可以实现加工的自动化,比传统机床提高了生产效率,而且加工零件的精度高,尺寸分散度小。我国有广阔的机床数控化改造的市场。本文将通用嵌入式运动控制器用于一台立式铣床X8126 的数控改造试验
2018-10-17 11:44:003245 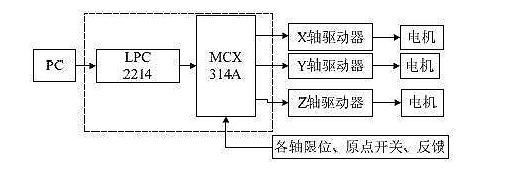
振动条件时,切削振动会发展成切削颤振。因此,控制机床振动,提高加工精度和生产效率,成为国内外学者研制的热点。近年来,磁流变液这种新型智能材料迅猛发展,以其独有的磁流变效应,粘度可控可逆且变化范围广,响应迅速
2018-04-20 10:45:301 面向直线电机驱动数控铣削加工智能控制系统_廖剑
2017-03-15 08:00:006 数控加工编程及操作-顾京 FANUC和Siemens 数控铣床和数控车床程序编制 cad/cam软件应用
2016-07-29 17:08:218 本文所述的正是以Linux操作系统为软件平台,以ARM9微处理器为硬件平台,以数控铣床为背景,自主研发数控硬件及软件的嵌入式数控铣床控制系统
2011-07-02 10:57:471795 
工具铣床的特征是针对手动定位铣床的机械人员。这些特征可以通过手动操作实现,同时也提供全数控的功能。手动操作工具铣床给机械人员带来切削的感受,而且内置模式简单
2010-10-04 21:50:1939 1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。2)
2010-08-10 16:10:5873 把X62W铣床改造成数控铣床,主要改造的部位是:在主电动机端面加一电磁离合器,以便用指令控制主轴停转:把工作台的纵横向进给运动改造成用步进电动机来控制。垂直进给运动
2010-07-15 12:35:5556 实验一:数控操作实验 1实验二:数控车床加工实验 5实验三:数控铣床加工实验 12实验四:数控机床伺服系统控制 18实验五:数控机床插补设计 24&
2010-02-24 14:24:3939 1.掌握数控铣床的加工特点;2.掌握数控铣床加工程序的结构特点及编制方法;3.掌握数控铣床程序的输入、编辑、修改、调试、示教、运行等方法。实验内容为:
2010-02-24 10:07:5463 数控机床电子教案,数控机床电子教程:数控机床精品课程:绪论,数控编程基础,数控机床操作实验,数控加工编程,数控车床加工实验,数控铣床加工实验,计算机数控装置,数控插补控制原
2010-02-24 09:55:12277 提出了一种新型的实体模型的实时修改算法,解决了数控铣床多面加工仿真实现问题,并且这种算法在计算机数控加工仿真软件中已经得到了很好的应用。
2010-01-18 15:38:5215 配置FANUC-0i-mate数控系统操作说明书:XD-40 数控铣床电气使用说明书 (FANUC 0i mate-MB系统)
1、电气安全2、机床电气概述3、机床操作概述4、机床编程概述5、机床电气
2009-10-17 11:57:11161 数控铣床控制系统的稳定性、动态性能和稳态性能是影响加工精度的关键因素。本文对数控铣床的原光电跟踪控制系统进行了SIMULINK 仿真分析计算,针对其性能上的不足,提出了
2009-10-13 17:58:0950 本文研究了运动控制器应用于铣床数控改造的应用方法。首先介绍了数控系统的工作过程,然后重点分析了其硬件组成与软件设计,并通过试验实现了数控代码的预期功能,表明
2009-10-13 09:03:1413 在多种热源的作用下,数控铣床产生热变形,影响工件与刀具间的相对位移,造成加工误差,从而影响零件的加工精度,因此减小热误差对提高机床的加工精度至关重要。控制机
2009-07-10 14:20:047 1.实验名称: 数控铣床基本操作2.实验目的: 1、了解数控铣床的基本操作;2、学习数控系统的基本操作方法。3.实验仪器及设备:配FANUC0I铣床数控系统
2009-02-16 00:45:323047 数控铣床(加工中心)编程与操作课程教学大纲一、本课程的性质、地位和作用本课程是数控技术专业的一门专业主干专业必修课程,它以数控铣床(加工中心)为对象,使学
2009-02-16 00:40:05113 数控铣床的编程实验(1)一、项目编号:二、实验课时:2三、主要内容及目的(一)实验目的1、通过编写数控铣加工程序,加深理解数控车G代码的
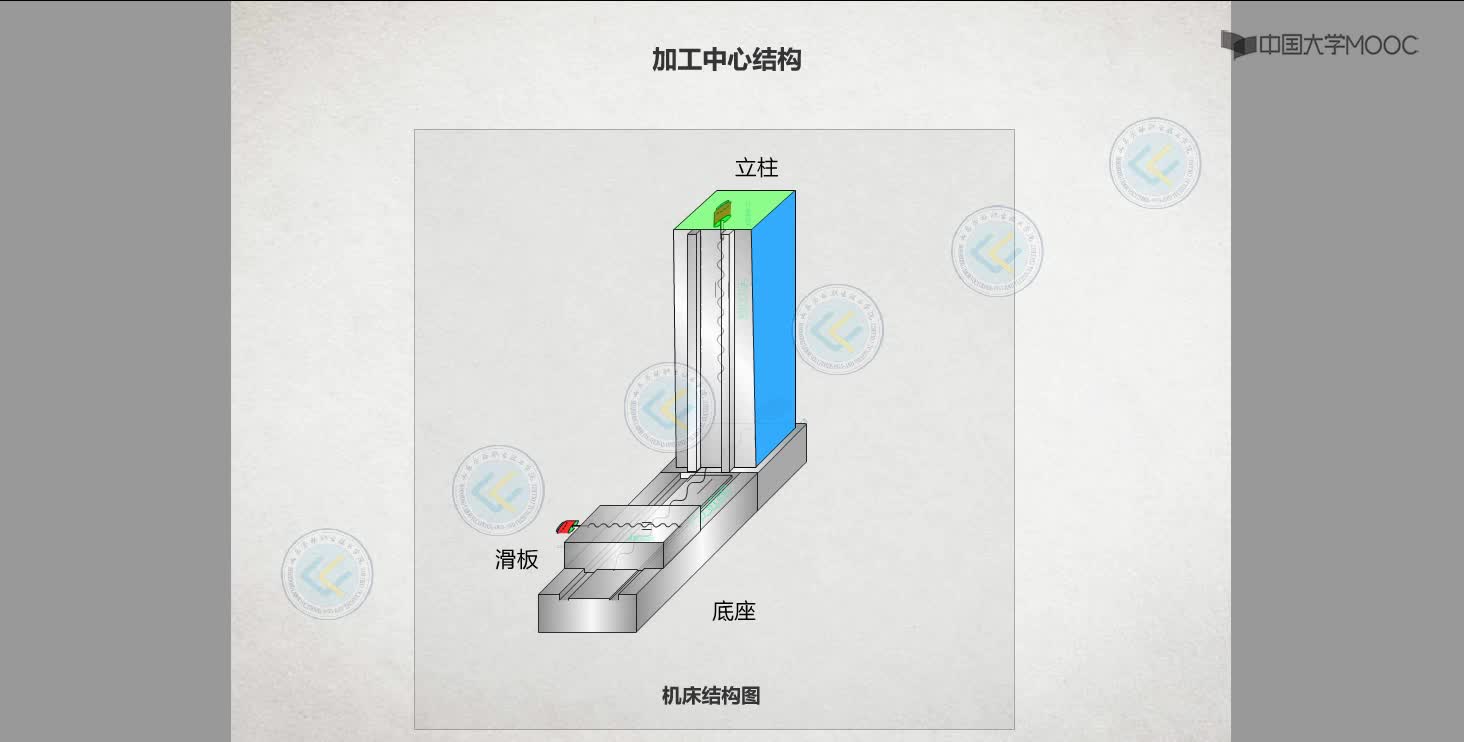
2008-12-30 23:20:202284 数控铣床的操作与加工实验一、项目编号:二、实验课时:2三、主要内容及目的1.实验内容 了解数控系统面板操作,观察数控铣床的机械结构
2008-12-30 23:19:201864 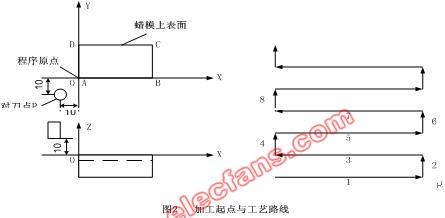
用于KXZ-213数控铣床的光电放大电路图
2008-12-30 18:16:16739 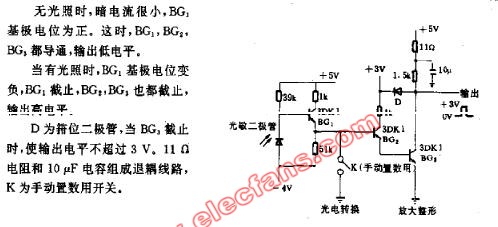
数控铣床编程实例
毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
毛坯为120㎜×60㎜×10㎜板材,5㎜
2007-12-25 10:03:24260
正在加载...
 电子发烧友App
电子发烧友App























 工商网监
工商网监
评论