 电子发烧友App
电子发烧友App


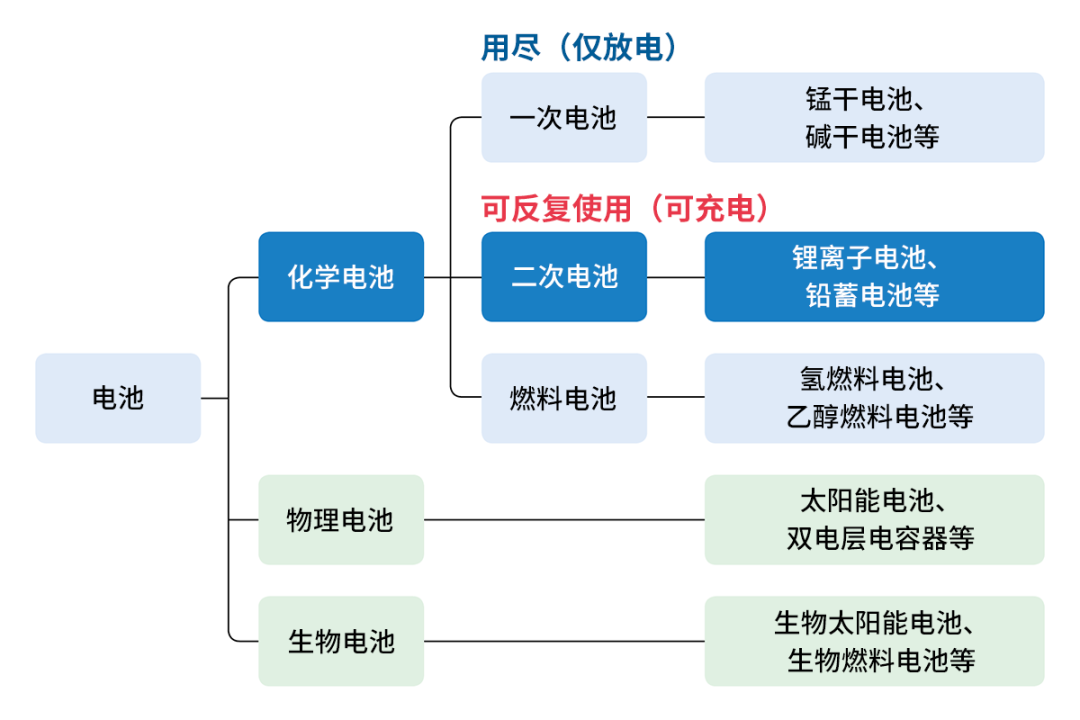
锂离子电池制造工序决议锂离子电池的质量与一致性,其控制关键如下:
1.溶液制造:b) 溶液的拌和时间、拌和频率和次数(及溶液外表温度);d) 负极:SBR+CMC溶液,拌和时间和频率。a) 称量和混合时监控混合份额、数量是否正确;c) 烘烤:烘烤温度、时间的设置;烘烤完成后冷却后查验温度。e) 过筛:过100目(或150目)分子筛。
对浆料、混料进行以下查验:固含量、粘度、混料细度、振实密度、浆料密度。
1.集流体的首检:
b) 集流体规范(实践)重量的供认;
2.敷料量(规范值、上、下限值)的核算:
b) 双面敷料量(以最靠近此规范的极片厚度供认双面的极片厚度。)
4.极片效果:
b) 外观:有无划线、断带、结料(滚轮或极片不和)是否积料过厚,是否有未干透或烤焦,有无露铜或异物颗粒;
(三)制片(前段):
a) 供认类型和该类型正、负极片的规范厚度;c) 极片的强度查验;a) 刀口规范、大片极片的规范(长宽)、外观供认;c) 分出的小片有无毛刺、起皱、或裁斜、掉料(正)。a) 称量有无错分;
4.烘烤:
b) 放N2、抽真空的时间性效果(目测仪表)及时间间隔。
1.铝带、镍带的长度、宽度、厚度的供认;
3.胶纸有必要按工艺要求的公差长度张贴;
(五)盖帽
2.清洗联接片:检查联接片是否清洗洁净;4.组装盖帽:检查各种配件是否与当日类型相符,装置是否到位;6.全检:对前工序员工自检查看的效果进行复核,防止不良品流入下一工序;8.点盖帽:检查有无漏点、虚点、点穿;10.套套管:检查规范、套管方位;
(六)卷绕
2.总存极片的标识情况;4.绝缘垫片的放置;6.定盖工位:偏移度。
(七)焊接
2.焊接铝壳的调试、焊接时检查的查验;4.打胶。
(八)注液
2.手套箱内的湿度和室内湿度;4.烘烤前电池在烤箱放置留心事项;6.电池注液前后的封口。
1.分容、化成参数的设置;3.监督出产部新员工的操作;5.各种试验电池是否显着标识差异;7.爆破后该点的校正;9.封口时哪些类型要倒转来揉捏11.封口后上否及时清洗;13.联接电脑的柜子爆破后电压的查询,该点电压电流曲线的情况汇的;
(十)包装
2.对天宇这个客户要控制规范的下限;4.检出的不良品是否用赤色周转盒子装,是否显着标识;6.喷码内容是否正确,喷码方向和方位是否正确;8.检测仪器是否在有效期内,防止失准仪器在线上运用(针对全部工位)。
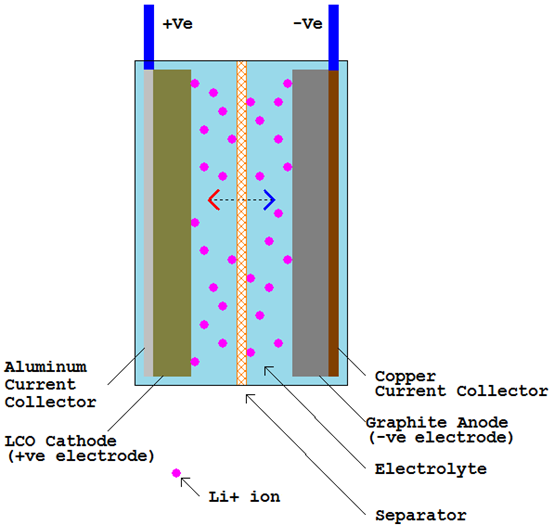
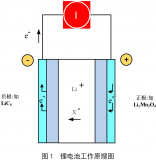
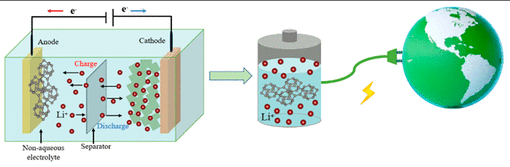
一. 组成化学电源的两个电极上进行的氧化康复进程,有必要分别在两个分隔的区域进行,这一点差异于一般的氧化康复反应。为了满足以上的条件,任何一种化学电源均由以下四部分组成:1) 组成电池的电动势高;3) 重量比容量和体积比容量大;5) 具有高的电子导电性;
2、 电解质电池的首要组成之一,在电池内部担负着传递正负极之间电荷的效果,所以势一些具有高离子导电性的物质。对电解质的要求是:
2) 比电导高,溶液的欧姆压降小,使电池的放电特性得以改进。关于固体电解质,则要求它只具有离子导电性,而不具有电子导电性。
fqj




























 工商网监
工商网监
评论