和出水问题。BT-550D-60动力电池精密气动点焊机,正是这样一款集高效、稳定、精准于一体的理想设备。 BT-550D-60点焊机在焊接质量上表现出色。其焊接过程中火花微小,焊点外观整洁美观,无发黑现象,这得益于其先进的焊接技术和精密
2026-01-05 14:57:46 14
14 人们苦于电动汽车的续航焦虑久矣,这也是制约电动汽车发展的主要因素之一,因此各大车企和电池制造商正在全力研发能使电动车续航更远的固态电池。宁德时代等企业纷纷布局人形机器人和自动化生产线在新能源动力电池
2025-12-30 15:41:38582 
动力电池点焊机是新能源汽车、储能系统等新能源产业链中不可或缺的关键设备,其核心功能在于通过精确控制电流、压力与时间参数,实现电池极片、连接片及电芯模组的可靠焊接。这种设备基于电阻热效应原理工作——当
2025-12-30 14:36:44710 在全球新能源产业蓬勃发展驱动下,储能与动力电池组的生产需求持续攀升,对生产效率、质量稳定性及成本管控提出了更高要求。深圳比斯特自动化设备有限公司推出的2113B储能及动力电池组半自动生产线,凭借其
2025-12-26 16:40:131609 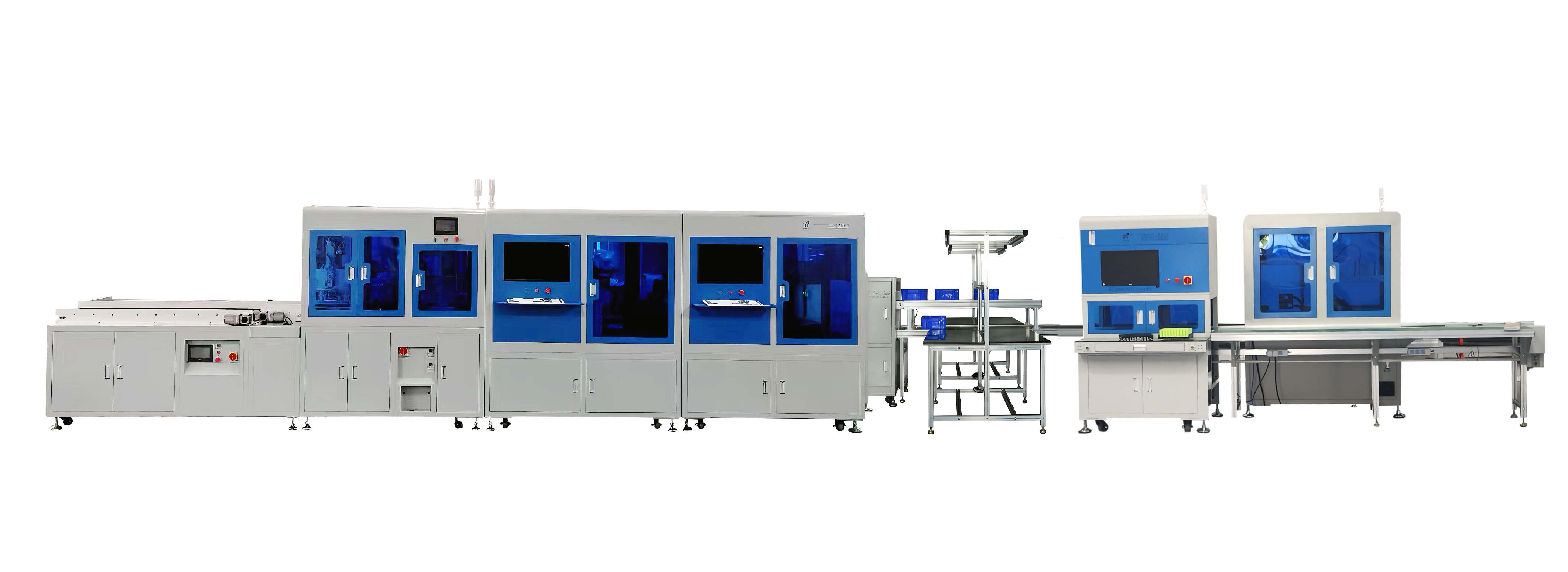
在动力电池蓬勃发展的当下,其生产过程中的每一个环节都至关重要,而电池组串并联组合的自动化焊接更是关键一环。BT-550D-8000A直流动力电池气动点焊机作为一款针对性强、性能卓越的设备,在动力电池
2025-12-17 09:50:42420 动力电池组作为新能源汽车的核心部件,其生产线的构建需兼顾效率、精度与成本控制的平衡。半自动生产线在此背景下应运而生,通过人工与自动化设备的协同作业,既保留了传统制造的灵活性,又引入了现代化生产的高效特征,成为当前行业的主流选择。
2025-12-13 16:40:241297 在新能源产业高速发展的背景下,动力电池作为核心能源载体,其制造工艺的精密性直接影响电池性能与安全性。气动点焊机作为动力电池生产线的关键设备,凭借其独特的技术特性,在电芯组装、模组连接等环节发挥着不可替代的作用。
2025-12-13 16:39:261275 得壹能源(宿州)年产20GWh动力电池项目在安徽省宿州市砀山县新能源汽车产业园正式启动。
2025-12-13 16:00:311826 在新能源汽车、储能系统等产业飞速发展的当下,动力电池作为重要能量源,其安全性与可靠性也备受关注。而动力电池保护板作为保障电池安全运行的关键部件,其性能测试至关重要。深圳比斯特自动化有限公司推出的动力电池保护板测试仪,凭借杰出的技术和齐全的功能,成为了动力电池保护板测试领域的得力助手。
2025-12-12 14:41:5661 降低了设备投入成本。 生产线起始于电芯分选工序。电芯作为动力电池的基础单元,需经过严格筛选以确保一致性。分选过程中,机械臂根据预设参数完成电芯的搬运与排列,而人工则负责监控设备运行状态,并处理异常电芯。这种分
2025-12-03 09:47:01165 电子发烧友网报道(文/黄山明)当前国内已经新能源汽车的渗透率已经超过了50%,保有量超过4000万辆,而最早一批新能源汽车搭载的动力电池也开始逐步进入到规模化的退役阶段。而这些被拆接下来的动力电池要
2025-12-01 08:14:007430 全球新能源产业都在蓬勃发展下,储能与动力电池组的生产效率、质量稳定性及成本管控逐渐成为企业竞争力的重要参考要素。深圳比斯特自动化设备有限公司推出的2113B储能/动力电池组半自动生产线,凭借其“柔性化设计、智能化管控”的优势,成为中小型电池厂商优化生产流程、提升市场响应能力的理想选择。
2025-11-29 15:07:22193 在新能源汽车产业飞速发展下,动力电池的安全性及可靠性已经成为制约行业高质量发展至关重要的一点。深圳比斯特自动化设备有限公司推出的BT-24串系列锂电池保护板测试仪,凭借其毫秒级响应、微伏级精度、全场景覆盖的技术优势,成为动力电池保护板研发与量产环节的“安全质检官”。
2025-11-28 16:21:361920 在动力电池制造领域,电池点焊机的价值远不止于“连接”。它是在电池包这一精密系统中,为电流构建可靠通路、为结构提供机械固持的核心装备。其工作的成败,直接锚定了整个电池包的安全性与使用寿命。 动力电池包
2025-11-27 09:55:34378 11 月 16 日,第十届动力电池应用峰会(CBIS 2025)在上海成功举办,亿纬锂能副总裁、乘用车电池产品线总裁何巍博士受邀出席,发表《大圆柱电池技术开发与全场景应用进展》主题演讲。恰逢电池
2025-11-24 18:12:511113 电动自行车动力电池的生产是一条精密、连贯的自动化流水线,其核心目标是将数百个独立的电芯,整合成一个安全、高效、可靠的动力电池组。这条生产线不仅仅是简单的组装,更是一系列严谨的工艺与质量控制体系
2025-11-24 17:12:391184 在新能源汽车产业快速发展的背景下,动力电池作为核心部件,其生产制造的可靠性直接影响整车性能与安全。动力电池点焊机作为电池组装环节的关键设备,承担着电池单体间、模组间的高精度连接任务,其技术特性
2025-11-19 10:20:41438 11月12日,2025世界动力电池大会在四川宜宾开幕,亿纬锂能董事长刘金成博士受邀出席,并发表《电动化进入新阶段,动力电池未来可期》主题报告,分享了动力电池技术创新进展,以及针对未来发展路径的思考与判断。
2025-11-14 17:10:451208 随着技术浪潮席卷全球,动力电池的应用早已超越汽车领域,成为工业储能、低空经济、智能机器人、智慧城市乃至循环经济的核心驱动力。在这场能源革命中,欧盟法规的重锤敲响了循环经济的必答题——如何在资源、环境与合规的三重挑战下,实现产业的高质量发展?
2025-11-14 12:43:17824 、可持续的方向迈进。 一、从原料到成品:精密制造的全流程管控 新能源动力电池的生产始于对原材料的极致处理。正负极活性材料、导电剂、粘结剂等原料需经过严格的配比与混合,形成均匀的浆料。这一过程对温度、湿度、真
2025-11-11 15:38:02255 在新能源汽车的核心地带,动力电池包如同一颗精密的心脏,而将数百乃至数千节电芯紧密联结成强大能源整体的,正是那一道道细微却至关重要的焊缝。动力电池自动点焊机,这位现代工业舞台上的“无名艺术家”,正以其
2025-10-29 11:48:43123 在现代工业生产中,动力电池的制造是一个关键环节。动力电池为电动汽车和各种设备提供能量,它的质量直接关系到产品的性能和安全性。在制造动力电池的过程中,有一个步骤非常重要,那就是将电芯通过连接片组合
2025-10-27 17:23:23497 近年来电动汽车蓬勃发展,动力电池的安全问题始终备受业内关注。各大动力电池厂商在安全保障上做着不懈努力,当外部隔热、泄压阀、云监控已成标配,真正的“热失控风险”——电芯内部温度与压力的瞬时剧变——仍
2025-10-27 11:21:17706 
动力电池制造业中,激光焊接技术因其高精度、高效率成为关键工艺。该技术应用于电芯制造中的极耳焊接和气密性封装,确保电池安全与性能。针对行业痛点,紫宸激光提出"三位一体&
2025-10-24 11:46:06589 
随着新能源汽车产业的高速发展,动力电池作为整车能量核心,其安全性能验证已成为研发与量产前的关键环节。为了确保电池在各种极端环境和复杂使用条件下依然安全、可靠,必须通过一系列安全性能试验进行验证
2025-10-21 10:15:22794 
在新能源汽车与储能设备快速发展的当下,动力电池作为能量存储与转换的核心部件,其生产质量直接决定了产品的安全性与使用寿命。作为动力电池制造流程中的关键设备,气动点焊机凭借高效、精准、稳定的特性,成为
2025-10-20 15:02:22296 在能源存储与动力应用领域,储能电池包和动力电池是两类重要的技术载体,而自动点焊机则是实现其高效生产的关键设备。这两者虽用途不同,却在现代工业体系中扮演着互补角色。 储能电池包主要承担电能存储与释放
2025-10-14 11:56:11278 航空动力电池作为现代电动航空的核心部件,其技术发展直接关系到飞行器的性能、续航能力及商业化前景。与传统航空燃油动力系统相比,电池技术在能量密度方面仍存在显著差距,但也呈现出快速的迭代升级趋势。
2025-09-25 10:21:17624 
近日,福田汽车自主研发的爱易科动力电池以全优成绩通过五项极端应用场景测试,并荣获国家权威机构中国汽车技术研究中心(以下简称:中汽研)颁发的动力电池安全NESTA验证证书。
2025-09-19 10:08:34938 近日,作为拥有超千万用户的商用车品牌,福田汽车自主研发的爱易科动力电池以全优成绩通过中汽研五项极端应用场景测试,这也使得其成为国内第一个通过中汽研动力电池安全NESTA验证的商用车动力电池品牌,且电池性能标准超过新国标要求。爱易科动力电池究竟有哪些硬核科技呢?
2025-09-19 10:00:58825 是电动汽车研究中的重要内容。车辆运行中电池组的工作电压、电流会随着电动汽车的加速、减速、刹车、怠速等而变化,此时动力电池会有瞬间的大电流冲击以及充放电之间的瞬间切换。
2025-09-16 16:26:332079 
在新能源汽车产业蓬勃发展的背景下,动力电池组作为核心部件,其生产效率与质量直接决定了整车的市场竞争力。动力电池组的生产涉及电芯分选、模组组装、电池包集成、检测测试等多个环节,传统全手工生产模式效率低
2025-09-16 10:05:22444 2025年9月11至12日,由中国消费品质量安全促进会主办的第三届动力电池质量安全大会在湖北襄阳隆重举行。大会以“智控质量安全 赋能绿色未来”为主题,紧扣国家“双碳”战略与新能源汽车产业发展规划,汇聚行业智慧,破解发展难题,共推动力电池产业绿色低碳可持续发展。
2025-09-15 14:18:02664 在追求高能量密度与极致安全的新能源赛道,动力电池侧板作为关键结构件,其生产质量与追溯管理直接影响着电池的核心性能。
2025-09-10 17:00:04446 
动力电池点焊机是一种用于电池组制造的设备,通过电阻焊原理将电池连接起来。它在许多领域都有广泛应用,包括小型消费类电池和大型储能系统。点焊机的工作原理并不复杂,但它在电池生产过程中扮演着关键
2025-09-04 10:38:06606 近日,武汉动力电池低碳循环产业创新联合实验室正式揭牌成立。武汉市委常委、长江新区党工委书记张俊勇,市科技创新局副局长胡军,市经济和信息化局副局长明文龙,长江新区党工委委员、管委会副主任陈映廷等出席活动。英泰斯特作为参与单位受邀参加,总经理柳伟出席揭牌仪式并代表公司签约。
2025-09-02 15:49:07832 当前,商用车新能源转型进程加速推进。伴随动力电池技术的不断进步,新能源商用车的续航能力已大幅增强,用户的关注重心正从“里程焦虑”转向更为核心的安全性能、极端环境适应性以及长效耐用性。尤其在GB
2025-08-25 10:17:341219 整
个生命周期内高效、健康地使用。
BMS 采用主从式结构,主控盒可以独立使用,也可
以搭配多个 24S、36S、48S、60S 的 BMU 一主多从架构使用。
最多可扩展应用到 300 串的动力电池
2025-08-20 16:39:53
2025年8月18日,正力新能在常熟总部召开航空动力电池系统适航取证与量产交付发布会,其独家供应的航空动力电池系统随国内首款双座电动固定翼飞机RX1E,成功斩获中国民航局颁发的适航证,正式开启批量化交付。
2025-08-20 11:53:131486 近日,东风新旗舰东风风神L8正式开启预售,聚焦家庭用车核心需求,该车搭载东风自研“马赫动力电池”打造主流家庭的“质价比之王”。
2025-08-15 09:55:531359 保护板在过压、欠压、过流、短路等异常情况下能可靠工作。 测试设备的作用与必要性动力电池保护板的主要功能是监控电池状态,防止过充、过放、过温等危险情况发生。测试设备的作用在于验证保护板是否能在各种极端条件下准确
2025-08-13 10:54:18584 在新能源汽车产业高速发展的今天,产品开发效率已成为核心竞争力。近日,重庆赣锋动力为某乘用车客户打造的全新动力电池产品A样正式下线,再创电池开发里程碑——从产品数据冻结到A样下线仅用33天!
2025-08-12 09:46:24808 在城市交通不断追求高效与环保的当下,齐齐哈尔公交迎来了一项重大变革—— 一项规模达300台新能源公交车、总容量40MWh的动力电池更新工程正高效推进,为城市绿色出行注入强大动力。
2025-08-12 09:41:13757 在新能源汽车产业蓬勃发展的今天,动力电池作为核心部件,其制造质量直接决定了整车的性能与安全。而动力电池点焊机,正是保障电池连接质量的关键设备。它以精准、高效、智能的焊接技术,为动力电池的规模化
2025-08-07 14:43:32649 动力电池作为新能源汽车的核心部件,其生产质量直接影响车辆的安全性、续航能力与使用寿命。在动力电池制造过程中,从单个电芯到最终电池包(PACK)的组装,需经历多道精密工序,其中焊接环节是保障电池结构
2025-08-04 18:02:08988 融合,整个过程仅需毫秒级时间即可形成高强度连接。设备通过调节电流强度、焊接压力和电极间距等参数,可灵活适配不同厚度镍片与电芯的组合需求,确保焊接质量。 在动力电池制造中,18650锂电池组点焊机发挥着关键作用。例如,在电动车电
2025-08-04 09:57:41712 随着新能源汽车、储能设备等领域的快速发展,动力电池作为核心部件,其生产质量直接决定了产品的安全性与使用寿命。在动力电池制造流程中,电芯与连接片的焊接是关键环节之一,而气动点焊机凭借其高效、精准、稳定
2025-07-16 16:54:28543 在新能源汽车快速发展的当下,动力电池组的生产成为产业核心环节之一。动力电池组半自动生产线,作为连接手工生产与全自动化生产的过渡方案,正凭借其独特优势,在众多生产模式中崭露头角。 这条半自动生产线并非
2025-07-03 10:16:45456 在新能源汽车产业高速发展的背景下,动力电池作为核心部件,其生产效率与质量直接关系到整车的性能与市场竞争力。动力电池PACK线作为电池模组组装的关键环节,正经历着从手工操作向自动化、智能化转型的深刻
2025-07-02 16:14:42436 动力电池是电动汽车、储能设备的核心部件,其生产过程需要高精度、高效率的工艺支持。自动点焊机是动力电池组装环节的关键设备,通过自动化技术实现电池模组内部电芯的可靠连接,直接影响电池组的安全性与使用寿命
2025-06-24 14:02:52357 电动汽车动力电池管理系统设计
2025-06-08 09:58:04 1
1 在新能源汽车与储能设备需求激增的背景下,动力电池的制造工艺直接影响产品性能与安全性。作为电芯与极耳连接的核心设备,点焊机如何平衡效率、精度与可靠性,成为电池企业关注的重点。 动力电池点焊机的核心
2025-06-06 15:54:51420 在新能源产业蓬勃发展的当下,新能源动力电池作为其核心部件,其制造质量直接关系到整个新能源产品的性能与安全。而激光焊接机凭借自身独特优势,在新能源动力电池点焊、连续焊、极耳焊接以及电池连接片焊接等
2025-05-29 15:25:26483 在当今能源转型的关键时期,储能和动力电池产业蓬勃发展,对生产设备的要求也日益严苛。而深圳比斯特自动化设备有限公司推出的 BT-1221B 储能 / 动力电池组半自动生产线,凭借其出众的性能、实用的功能以及多方位的适用性,正成为众多电池生产企业的理想之选,为行业发展注入了强劲动力。
2025-05-28 16:59:29508 
在当今蓬勃发展的新能源领域,储能和动力电池的生产质量与效率备受关注,而一款适配性强、功能实用的生产线设备无疑是众多企业的得力助手。现在,我向大家重点推荐的便是深圳比斯特自动化设备有限公司推出的比斯特BT-1221B 储能 / 动力电池组半自动生产线,它凭借着诸多亮眼特性,正成为行业内的热门选择。
2025-05-28 16:37:44385 资质的企业提出新的高要求。 对动力电池测试设备的制造商来说,设备往往分布在全国各地,一旦出现故障就需要及时进行维护,从而确保测试工作的安全进行以及数据的准确无误,从而为电池的研发、生产、质量控制以及后期维护提
2025-05-28 15:19:56409 
在工业自动化与新能源技术高速发展的今天,压力传感器作为核心感知元件,其性能在众多领域发挥着不可或缺的作用。深圳市瑞之辰科技有限公司,多年来深耕压力传感技术,针对水泵、动力电池等场景的特殊需求,推出
2025-05-28 15:00:26665 
动力电池新国标已经正式发布,这对动力电池行业有什么影响?我们来看看央视的报道: 业和信息化部日前发布强制性国家标准《电动汽车用动力蓄电池安全要求》,旨在从产品设计端降低动力电池自燃事故发生率。 虽然
2025-05-28 10:37:172123 随着全球新能源汽车产业的快速发展,动力电池市场正以前所未有的速度扩张。性能革新与技术迭代不断驱动电池产品的进步,但也对其安全性与合规性提出更高要求。值此行业变革关键节点,DEKRA德凯基于全新国家
2025-05-22 11:01:46882 在新能源汽车、储能系统等产业蓬勃发展的背景下,动力电池点焊机作为电池模组生产的核心设备,正经历着技术迭代与市场需求的双重升级。这类厂家通过持续研发与创新,不仅满足了电池制造企业对焊接精度、效率
2025-05-20 10:58:18531 根据工信部于2025年4月3日发布的GB38031-2025《电动汽车用动力蓄电池安全要求》,动力电池安全标准迎来全面升级,首次将“不起火、不爆炸”从企业技术目标上升为强制性法律要求,标志着动力电池
2025-05-20 05:59:34701 
电子发烧友网报道(文 / 吴子鹏)随着新能源车的普及,车辆动力电池等 “三电” 系统的维修问题日益受到民众关注, “维修难” 已成为社会广泛热议的焦点。更令人咋舌的是,在 2025 年,维修新能源
2025-05-20 00:04:004485 近日,中创新航动力电池成功通过新国标标准认证,成为国内首批获得该认证的动力电池企业。作为电池专家,中创新航始终以安全为底线,以严标准、高要求规范产品技术。早在2020年,中创新航就开始开展各项安全
2025-05-15 16:10:391416 近日,魏牌全新高山动力电池包总成、哈弗品牌动力电池包总成分别通过中汽研汽车检验中心的GB 38031-2025《电动汽车用动力蓄电池安全要求》检测。长城汽车成为自3月28日该强制性国家标准发布以来
2025-05-11 15:46:591327 客户实现完整的芯片应用解决方案。动力电池系统指用来给电动汽车的驱动提供能量的一种能量储存装置,由一个或多个电池包以及电池管理(控制)系统组成。动力电池组成动力电池
2025-04-30 13:40:092529 
在新能源汽车产业蓬勃发展的当下,动力电池包作为其核心组件,其质量关乎车辆性能与安全。而气密性检测是确保动力电池包可靠性的关键环节,精准的参数设定是动力电池包气密性检测仪有效发挥作用的核心。首先,检测
2025-04-22 11:18:14691 
在新能源汽车和电池产业蓬勃发展的当下,动力电池包的性能与安全成为了人们关注的焦点之一。而电池包的气密性检测,无疑是保障其质量和性能的关键环节。今天,咱们就来聊聊这个让不少人头疼的难题,以及一款神奇
2025-04-21 11:16:32574 
动力电池包气密性检测仪是确保电池包密封完整性的关键设备。以下是简单的操作步骤,帮助用户高效、准确地完成检测过程。(1)准备阶段。首先,检查动力电池包气密性检测仪的电源和气源是否连接正常,确保设备能够
2025-04-19 11:55:11607 
日前,强制性国家标准《电动汽车用动力蓄电池安全要求》(GB38031-2025)正式发布。在新国标中提出动力电池“因内短路发生热失控后,不起火、不爆炸”的技术要求。 对于新国标的技术要求宁德时代的回应;有媒体报道称,宁德时代认为这需要车企和电池厂商共同努力来完成。
2025-04-17 11:15:16622 在动力与储能电池领域蓬勃发展的当下,18650动力电池组PACK生产线凭借其独特优势,成为众多企业的生产利器。特别是其半自动化生产模式,在提升生产效率、保障产品质量方面表现出色。 半自动化生产:灵活
2025-04-16 10:15:02546 在新能源汽车产业蓬勃发展的今天,动力电池作为其核心部件,其性能与安全性直接关系到整车的续航里程和使用寿命。而动力电池的制造过程中,焊接工艺是至关重要的一环。这时,动力电池自动点焊机便以其高效、精准
2025-04-11 09:58:04561 近日,东莞市博翔电子材料有限公司(以下简称博翔电子材料)正式签约入驻企知道科创空间。作为一家国内新能源汽车动力电池关键材料领域的高新技术企业,博翔电子材料已获得16项专利授权,216项测试标准认证
2025-04-03 16:30:071123 
一、背景与挑战
动力电池作为电动汽车的核心部件,其性能测试需模拟真实工况下的直流负载特性。然而,在测试过程中,直流负载的高功率、动态响应及精度要求带来多重技术挑战:
高功率与能量密度矛盾:大容量
2025-04-02 16:05:57
在全球新能源汽车产业蒸蒸日上的今天,先进的动力电池技术如同武侠世界中的“武林秘籍”,是各大车企争夺的核心法宝。从三元锂到磷酸铁锂,从CTM到CTB结构,电池技术的革新从未停歇。而当下,在众多动力电池
2025-03-18 15:05:05736 
在新能源产业蓬勃发展的今天,动力电池作为电动汽车、储能系统等领域的核心部件,其制造质量直接关系到产品的性能与安全。而动力电池点焊机,作为这一关键制造环节中的重要设备,正以高效、精准、智能的焊接技术
2025-03-12 11:39:11836 在当今快速发展的新能源汽车行业中,电池的安全性成为了不可忽视的重要议题。而动力电池气密性检测设备,作为保障电池安全的重要工具,正发挥着越来越重要的作用。动力电池是新能源汽车的心脏,其性能的好坏
2025-02-20 14:30:23712 
在新能源汽车快速发展的当下,动力电池作为其核心部件,其生产制造的每个环节都至关重要。动力电池气动点焊机作为关键设备,以高效、精准的焊接性能,为电池品质保驾护航。 动力电池气动点焊机的重要性 动力电池
2025-02-19 17:24:17698 近日,韩国电池和能源研究公司SNE Research发布了2024年全球动力电池使用数据。数据显示,宁德时代再次以卓越的表现,连续8年稳居全球动力电池市场的榜首。 据榜单显示,2024年全球动力电池
2025-02-13 14:07:58804 。主要应用于各科研机构、高校和动力电池生产企业及新能源汽车厂商。工作模式具备多种运行模式:恒压充电、恒流充电、恒功率充电、恒流放电、恒功率放电、恒电阻放电、静置、循
2025-01-22 09:07:14
。主要应用于各科研机构、高校和动力电池生产企业及新能源汽车厂商。工作模式具备多种运行模式:恒压充电、恒流充电、恒功率充电、恒流放电、恒功率放电、恒电阻放电、静置、循环
2025-01-22 08:19:59
近日,国家工业和信息化部正式公示了全国首批卓越级智能工厂项目名单,亿纬锂能的动力电池智能工厂凭借其卓越的数字化场景建设创新,成功入选该名单,成为全国首批获此殊荣的企业之一。 亿纬锂能动力电池智能工厂
2025-01-21 16:33:37911 近日,乘联分会秘书长崔东树近日通过其个人微信公众号发布文章,对2024年动力电池市场的产量及装车情况进行了详细分析。 据崔东树介绍,2024年1-12月,动力电池的产量中用于装车的比例已上升至50
2025-01-20 15:04:38982 :通讯设备、工业仪器设备、电力控制机床,便携设备;
2、备用电源,包括:应急设备、通讯基站、电子开关系统、太阳能系统。这种应用分类,与锂离子电池的应用有许多交集,就市场容量而言,这种交集主要集中于动力电池
2025-01-15 10:06:55
汽车产业的蓬勃发展。 根据协议内容,上汽集团与宁德时代将携手联合开发动力电池产品,旨在满足上汽集团对于高性能、高品质动力电池的迫切需求。宁德时代的麒麟电池、神行电池等一系列创新技术,将优先应用于上汽集团的车型之中
2025-01-13 10:22:13968 废旧电池含有大量的镍、钴、锰等金属元素,随意丢弃不仅会对环境和人类健康会造成不可逆的伤害,还会造成资源的浪费。2015年以来,我国新能源汽车销量呈现爆发式增长,动力电池装机量随之攀升,按照
2025-01-09 11:29:171320 
液流电池测试设备设备用途BTS-M系列液流电池测试设备,可满足储能电池等单体电池和电池模组的充放电测试、脉冲充放电测试、DCIR(直流内阻)测试、循环寿命测试、倍率充放电测试。主要应用于各科研机构
2025-01-08 15:25:22
液流电池测试设备设备用途BTS-M系列液流电池测试设备,可满足储能电池等单体电池和电池模组的充放电测试、DCIR(直流内阻)测试、循环寿命测试、倍率充放电测试。主要应用于各科研机构、高校和动力电池
2025-01-08 15:14:56
研究机构、高校和动力电池生产企业及新能源汽车厂商。工作模式具备多种运行模式:恒流放电、恒功率放电、恒电阻放电、静置、循环、工况模拟等运行方式(更多工作模式可定制,请
2025-01-08 14:09:03
研究机构、高校和动力电池生产企业及新能源汽车厂商。工作模式具备多种运行模式:恒流放电、恒功率放电、恒电阻放电、静置、循环、工况模拟等运行方式(更多工作模式可定制,请咨
2025-01-08 13:53:44
设备用途BTS-M系列电池测试仪,可满足电动汽车电池、电动自行车电池、储能电池等单体电池和电池模组的充放电测试、脉冲充放电测试、DCIR(直流内阻)测试、循环寿命测试、倍率充放电测试。主要应用于各科研机构
2025-01-08 12:53:39
各科研机构、高校和动力电池生产企业及新能源汽车厂商。工作模式具备多种运行模式:恒压充电、恒流充电、恒功率充电、恒流放电、恒功率放电、恒电阻放电、静置、循环、工况模拟
2025-01-08 12:51:26
各科研机构、高校和动力电池生产企业及新能源汽车厂商。工作模式具备多种运行模式:恒压充电、恒流充电、恒功率充电、恒流放电、恒功率放电、恒电阻放电、静置、循环、工况模拟
2025-01-08 12:36:04
各科研机构、高校和动力电池生产企业及新能源汽车厂商。工作模式具备多种运行模式:恒压充电、恒流充电、恒功率充电、恒流放电、恒功率放电、恒电阻放电、静置、循环、工况模拟
2025-01-08 12:31:19
各科研机构、高校和动力电池生产企业及新能源汽车厂商。工作模式具备多种运行模式:恒压充电、恒流充电、恒功率充电、恒流放电、恒功率放电、恒电阻放电、静置、循环、工况模拟
2025-01-08 12:20:55
各科研机构、高校和动力电池生产企业及新能源汽车厂商。工作模式具备多种运行模式:恒压充电、恒流充电、恒功率充电、恒流放电、恒功率放电、恒电阻放电、静置、循环、工况模拟
2025-01-08 11:11:51
随着2024年的落幕,动力电池产业链迎来了稳健的增长收官。多家新能源车企近期公布的12月份销售数据彰显了这一趋势。比亚迪新能源汽车销量达到了51.5万辆,同比增长60%;理想汽车交付量为5.85万辆
2025-01-07 16:41:301306 近日,动力电池与新能源汽车碳足迹管理研究与实践课题中期会在天津召开。中汽中心副总经理龚进峰、生态环境部应对气候变化司一级巡视员蒋兆理出席会议并发言。
2025-01-07 10:42:07906
 电子发烧友App
电子发烧友App










 工商网监
工商网监
评论