 电子发烧友App
电子发烧友App


一、 项目背景
该项目主要针对传统磨床进行自动化技术改造,相对于之前的磨床基本采用人工手动方式,轨迹控制较难实现,自动化程序较低(需要人实时守在机器旁),且人工参与加工材料工作部分大,故进行自动化改造
二、项目要求
位置精准:对于磨床下压部分要精准实现位置精度小于0.3mm
速度提升:对于往复运动的横移轴以及升降轴既要保证进度要求也要保证伺服响应时间以及定位速度
自动停机:人为设定好加工次数以及加工动作,可以不需要人为守在机器旁边,实现横移轴以及升降轴搭配旋转轴实现自动加工动作,当前加工次数=设定加工次数后执行自动停机
功能选择:可针对实际加工产品实现横移轴单动作升降下降,横移轴周期动作升降下降的功能切换
三、 硬件配置
汇川设备:

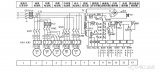
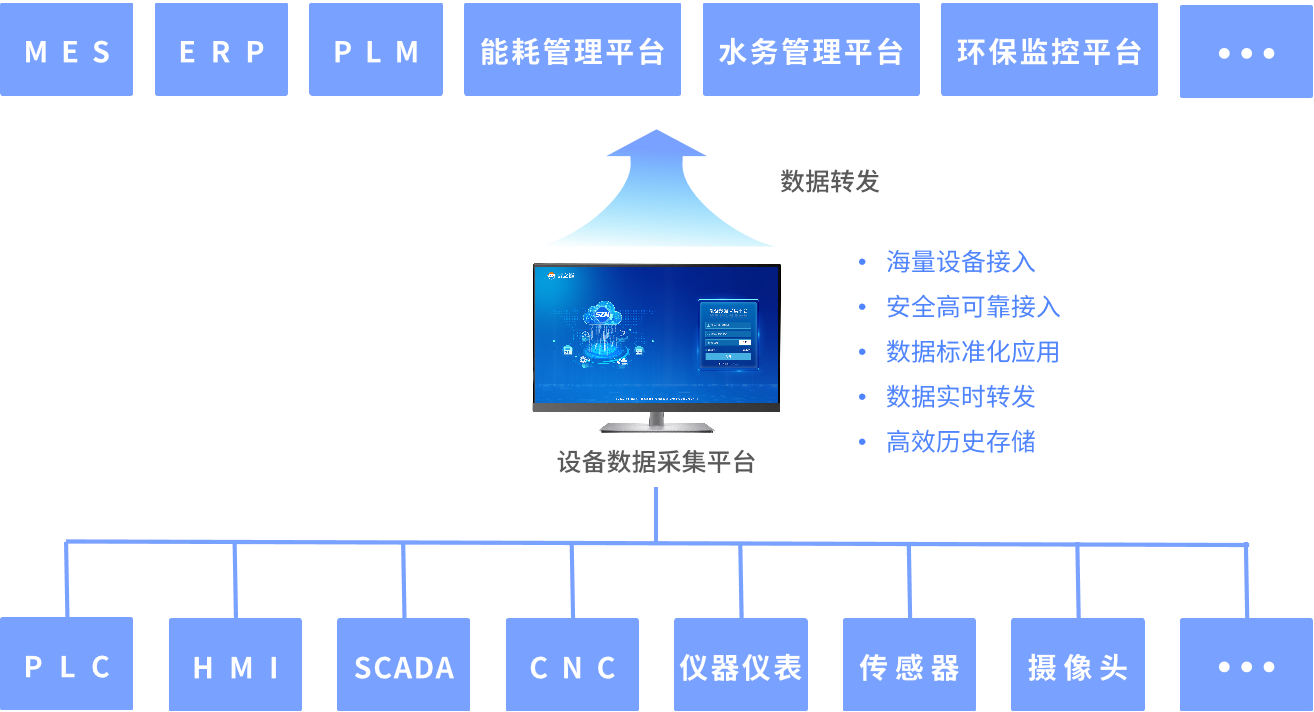
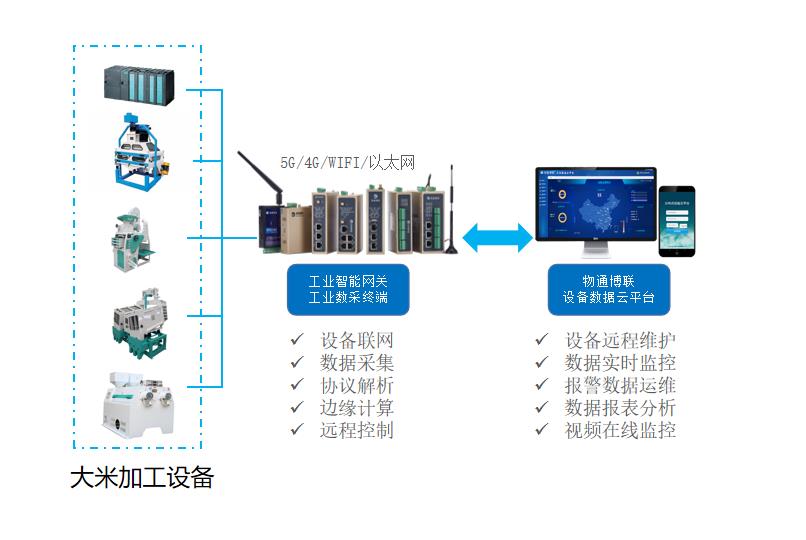
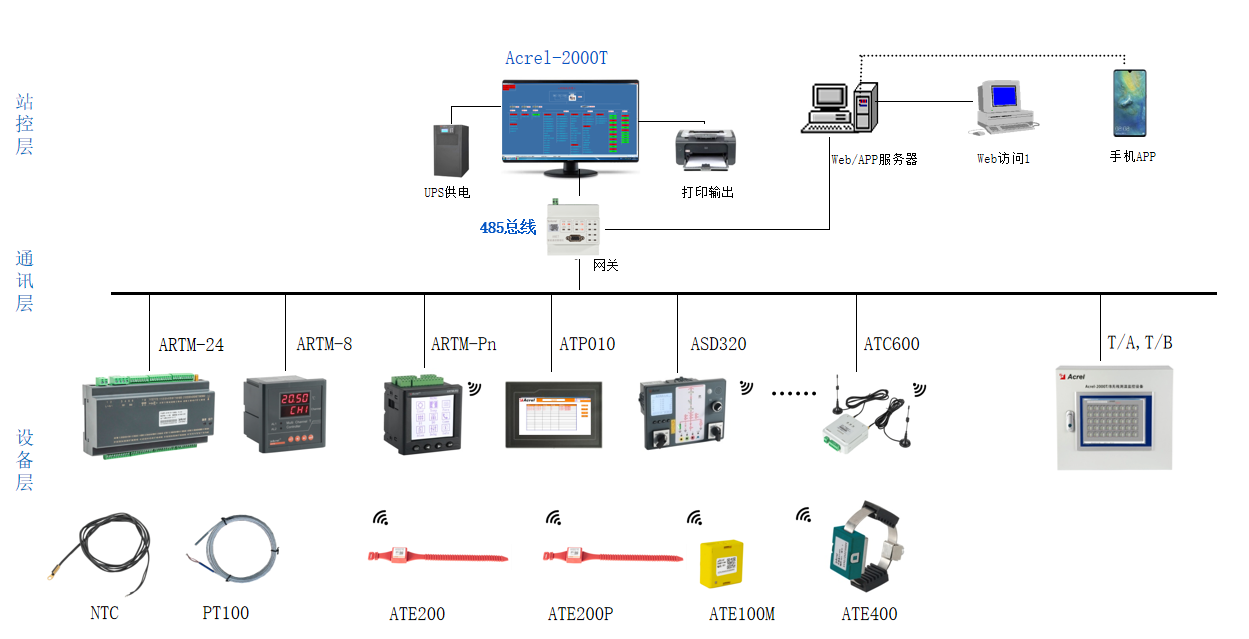
四、 方案拓扑
五、 方案说明
采用485通讯方式实现触摸屏与PLC之间的通讯,采用脉冲+485实现脉冲控制伺服+通讯读取伺服相关数据。
(一)方案优点,采用脉冲+485方式进行伺服控制,使用脉冲控制,方便客户进行后续接手工作,采用485对伺服进行相关数据进行读取(报警数据,运行速度)虽然速度较慢,但对于伺服报警以及伺服位置读取以及速度读取方便客户接线等操作
(二)现场难点问题及解决方案说明
1、 逻辑时序,针对横移轴动作完成的升降轴动作,需要考虑人为如果没有设定升降轴动作的前提下,(横移轴驱动需要时序卡顿导通的处理)
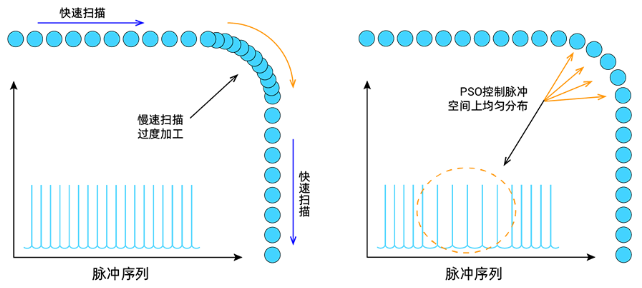
2、 位置定位,需要保证升降轴的位置定位精准及速度提升,运行不抖动等问题所以采用减小脉冲当量,提升效率,S型曲线实现平滑度。
fqj








































 工商网监
工商网监
评论