 电子发烧友App
电子发烧友App


现代汽车制造业中轻量化、安全性和装饰性的要求,带动了传统焊接技术在汽车塑料领域的发展。近年来,随着多种高端技术如超声波、振动摩擦、激光技术相继应用于汽车塑料零部件制造领域,国内汽车零部件制造业技术水准和配套能力大大提升。
关于汽车内饰件的焊接与焊接工艺已发展有热板焊接、激光焊接、超声波焊接、非标准型超声波焊接机、振动摩擦机等,工艺上可实现一次性整体或复杂结构焊接,可在简化模具设计、降低模塑成本基础上达到最优化的设计要求。
对典型的内外饰件而言,其表面质量要求高且结构复杂的大部件如仪表板、门板、立柱、手套箱发动机进气歧管、前后保险杠等必须选用相应的焊接技术,同时根据车内结构、性能、材料和生产成本的要求采用合适的焊接工艺。所有这些应用不仅能完成相应的生产制造过程,而且还能保证产品的优异品质和完美的造型。
热板焊接机: 热板焊接机设备可控制热板焊接模具横向或纵向移动,传动系统采用气动、液压驱动或侍服马达推动。热板焊接技术的优点是可应用于大小不同的工件,无面积限制,适用于任何焊接面,允许塑料余量补偿,焊接强度得到保证,还可根据各种材料的需要,调整焊接程序(如调整焊接温度焊接时间、冷却时间、输入气压、熔接温度及转接时间等),在焊接过程中设备能保持良好的稳定性,能保证一致的焊接效果及工件加工后高度的准确性。
水平热板焊接机还有一个特点就是可作90℃ 旋转以便清洗。热板焊接机的加工工期一般可分为:原位置(热板与上下模具不移动)、加热期(热板移向上、下模之间,上、下模下行热板热力使上、下工件焊接面溶解)、转接期(上、下模返回原位置,热板退出 )、焊接及冷却期(上、下模接合,使工件同时焊接,并冷却成型)、返回原位置 (上、下模分开,可取出已焊工件) 。
在早期汽车行业这些焊接设备使用相对比较普遍,但是随着对零件本身的结构、外形及使用寿命要求的不断提高,对其加工设备的要求也越来越高,并且由于设备的大小局限着被焊零件的大小,设计时需根据零件的大小来选择设备和设备驱动方式。 最主要的是零件加热区域大而且存在较大变形另外焊接过程对焊接塑料有极性与无极性区分导致现在超声波焊接和激光焊接等逐渐替代热板焊接。国内主要用来焊接的零件包括汽车塑料油箱、蓄电池、车尾灯、手套箱等。
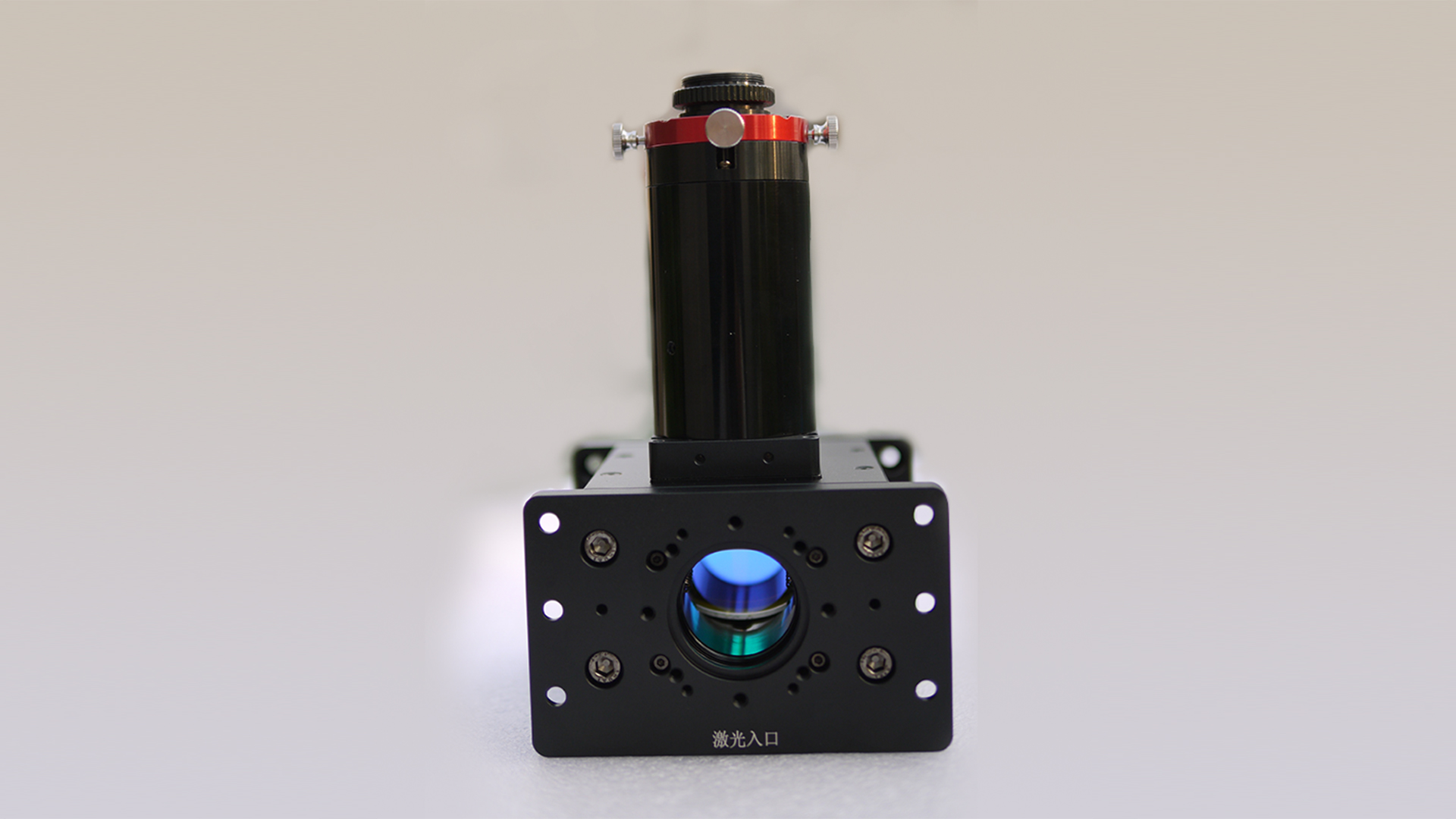
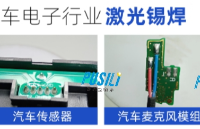
激光焊接: 激光焊接技术在现今医疗器械制造业中被广泛使用,在汽车行业中只有少量的厂家采用激光焊接进气管等,因为这是一门新型的焊接技术,在一定程度上还不是很成熟,但相信在不久的将来会因为它显著的焊接特点而被广泛应用。它的优点是可焊接 TPE /TP或 TPE产品;在无震动的情况下,可焊接尼龙、装有敏感电子零件的工件、三维焊接面,可节省成本,废品少。
焊接过程中,树脂熔解少,表面能严密焊接起来,无飞边或溢胶的情况,允许刚性塑料件可在无溢胶及震荡下完成焊接。一般情况下无论工件大小,软性或不规则焊接面的工件都可均匀被焊,尤其是大规模生产高科技的微型零件更为合适。但因为激光传导是限性。“准同步” 激光焊接技术是以扫描镜将激光光束按焊接的形状以10m / s的速度传送到焊接面,1s内可在焊接面上走动40次之多,焊接面周边塑料熔化,经加压后两工件焊接起来。
激光焊接大致可分为:固体ND - YAG系统 (激光光束由水晶产生 )及Di ode System (高功率二极管激光器 ),CAD数据编程。所有材料都能与本体材料进行激光焊接,其中丙烯腈-丁二烯-苯乙烯最适合与其他多种材料进行激光焊接,尼龙、聚丙烯、聚乙烯只能与自己的本体材料进行焊接,其他材料对于激光焊接的适用性一般。
fqj













































 工商网监
工商网监
评论