工业相机,最本质的功能就是将光信号转变成有序的电信号。选择合适的相机也是机器视觉系统设计中的重要环节,相机的选择不仅直接决定所采集到的图像分辨率、图像质量等,同时也与整个系统的运行模式直接相关
2025-12-31 10:45:29 134
134 
一、行业概述 机器视觉光源作为机器视觉系统的核心组件,承担着优化成像质量、提升缺陷识别精度、保障检测稳定性的关键作用,其性能直接决定机器视觉系统的检测效率与可靠性。在工业自动化升级、智能制造政策推动
2025-12-30 09:40:0945 
机器视觉正通过让机器“看见”并解读视觉数据来为行业带来变革,进而提升自动化水平、质量控制效率与运营效能。本文将深入探讨机器视觉的技术核心,聚焦图像处理与机器学习两大关键领域,并围绕连接性的重要作用展开分析。
2025-12-29 16:32:00662 机器视觉技术的应用中,光照方式起着至关重要的作用。不同的光照方案可以显著提高图像质量,优化缺陷检测过程,从而提升自动化检测系统的性能。常见的光照方式包括同轴光、高角度光、低角度光和背光,本文将探讨
2025-12-26 17:22:04412 
技术指标体系与行业标准规范 机器视觉光源作为工业自动化检测系统的核心组件,其技术性能直接关系到整个视觉系统的检测精度和稳定性。根据国际光学工程学会(SPIE)和机器视觉协会(AIA)的标准规范,优质
2025-12-26 10:05:4579 
在智能制造快速发展的今天,机器视觉检测技术正成为工业质量控制的重要支柱。作为视觉系统的核心组件,条形视觉光源以其独特的光学特性和灵活的应用优势,在众多工业场景中发挥着关键作用。 思奥特智能条形视觉
2025-12-24 15:35:41104 探索DS90UB901Q/DS902Q:汽车视觉系统的理想选择 在汽车电子领域,高效可靠的数据传输对于实现各种先进功能至关重要。德州仪器(TI)的DS90UB901Q/DS902Q芯片组,作为一款
2025-12-24 14:55:09156 汽车视觉系统的理想之选:DS90UB901Q/DS90UB902Q芯片组深度剖析 引言 在汽车电子的发展浪潮中,汽车视觉系统的重要性日益凸显。无论是倒车影像、车道偏离预警,还是停车辅助等功能,都
2025-12-24 14:45:17169 在智能制造飞速发展的今天,机器视觉检测技术正成为工业质量控制的核心环节。作为视觉系统的"光学引擎",开孔面光源以其独特的设计理念和卓越性能,正在引领行业技术变革。本文将深入解析这款创新产品的技术特点
2025-12-24 10:08:52130 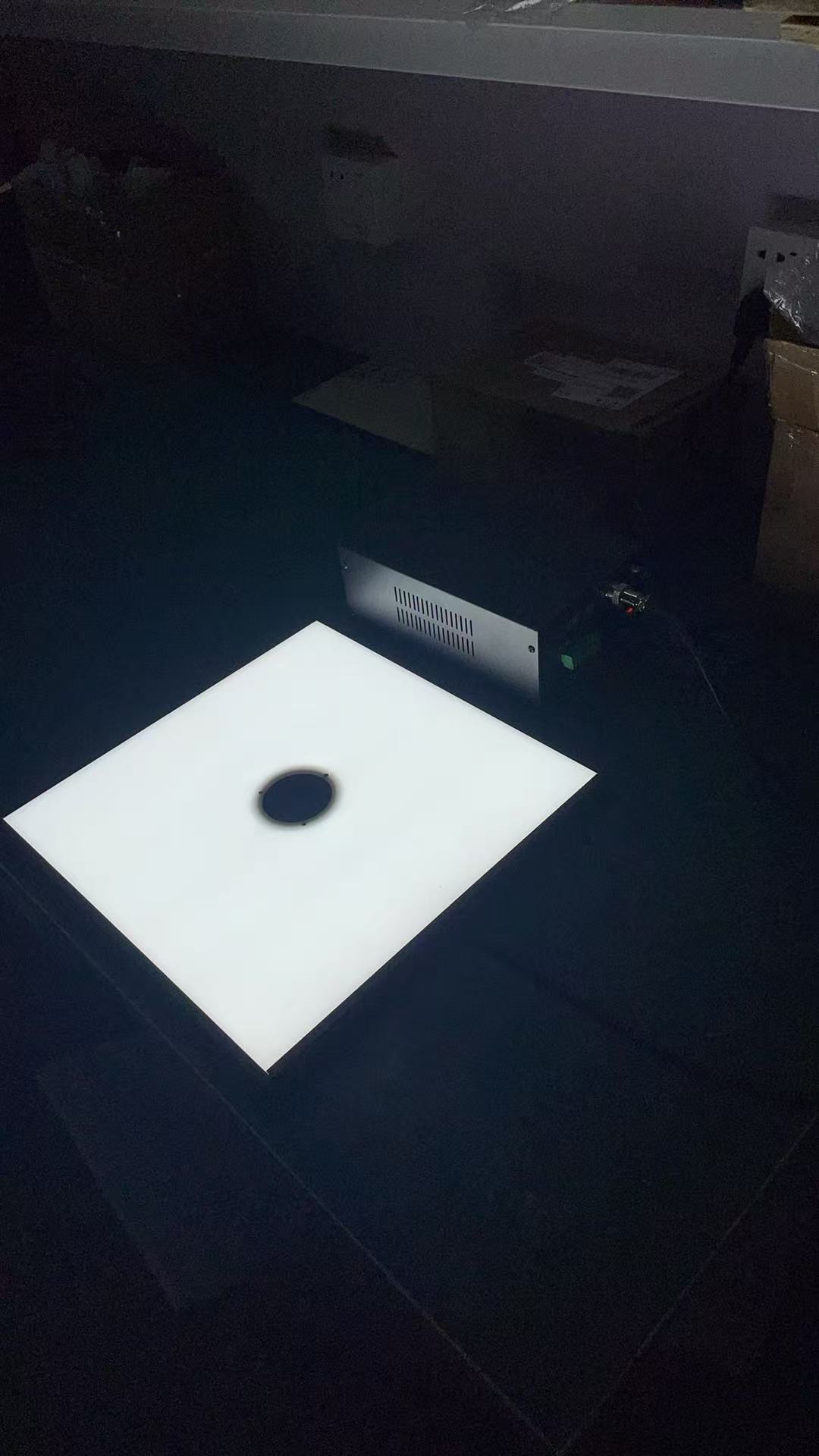
机器视觉
2025-12-22 11:59:0568 工业光源在机器视觉系统中扮演着至关重要的角色,机器视觉系统成像过程中选择合适的光源可提升图像质量与特征凸显,应对复杂检测场景,提高检测精度和效率,保证系统的稳定性与可靠性。51camera机器视觉
2025-12-16 17:30:15420 
2025 年,全球机器视觉产业规模预计突破280亿美元,自 9 月起,制造业 PMI 连续三月扩张、装备制造业持续增长。
2025-12-16 11:06:04413 在机器视觉系统中,工业镜头起着重要作用,就像眼睛一样。镜头的主要作用是将目标成像在图像传感器的光敏面上。镜头的质量直接影响到机器视觉系统的整体性能,合理地选择和安装镜头,是机器视觉系统设计的重要环节
2025-12-11 17:28:04540 
迭代与应用拓展成为市场的主要推动力:·技术升级:视觉系统从单一任务的2D相机向多功能3D相机进化。过去用2D相机完成单一任务,如今用户更愿意为能自动化多流程的3D
2025-12-10 17:25:421067 
在智能制造浪潮的推动下,机器视觉技术正以前所未有的速度渗透到工业生产的各个环节。作为视觉系统的"照明工程师",光源技术的进步直接影响着检测精度和系统可靠性。本文将深入探讨机器视觉光源技术的发展
2025-12-10 10:19:49167 
在机器视觉系统中,光学成像的质量直接影响检测精度和系统可靠性。眩光(Glare)、鬼影(Ghosting)和热点(Hotspots)是常见的光学干扰现象,这些问题源于光线在镜头内的反射、散射或不均匀
2025-12-10 10:09:50391 
作为工业自动化的“大脑”,视觉软件是实现图像采集、处理、分析与设备控制的核心支撑,直接决定了机器视觉系统的感知精度与应用效能。
2025-12-03 15:05:32671 在智能机器人技术飞速迭代的今天,视觉系统已成为机器人感知世界、执行任务的"核心中枢"。一款兼具高清成像、智能分析与环境适应能力的摄像模组,往往能决定机器人的作业精度与应用边界。CM8805EM迷你
2025-12-03 14:25:50216 当前的计算机视觉系统擅长于识别物理空间与流程中的事件,却难以诠释场景细节及其意义,也无法推理后续可能发生的情况。
2025-12-01 09:44:43504 机器视觉光源,缺陷检测,自动化视觉检测机器视觉光源
2025-11-27 10:17:20165 
在半导体制造中,晶圆切割是决定芯片良率的关键一步。面对切割道检测中的重重挑战,如何实现精准定位与高效检测?本文将深入解析高低双倍率视觉系统的创新解决方案,助您攻克技术难点,切实提升生产效能。
2025-11-25 16:54:12702 
3D 视觉系统供应商全景解析:技术迭代与国产力量的崛起 在智能制造浪潮下,3D 视觉系统已从高端工业装备的 “选配项” 变为自动化产线的 “标配项”。作为机器的 “智慧眼睛”,它通过三维空间信息采集
2025-11-21 13:33:41207 在智能制造浪潮席卷全球的今天,工业检测作为产品质量的“守门人”,其重要性日益凸显。而机器视觉光源,作为工业检测系统的“眼睛”,直接影响着检测结果的准确性与效率。 深圳市思奥特智能科技有限公司,凭借其
2025-11-21 09:16:39153 
思奥特智能机器视觉光源厂家,实力工厂,专业做照明机器视觉光源的
2025-11-19 09:44:03270 工业4.0的本质是数据驱动的智能制造。在这个由物联网、大数据和人工智能构成的智慧工厂里,机器视觉系统扮演着“火眼金睛”的角色,而图像采集卡,正是连接这双“眼睛”与“大脑”(中央处理系统)不可或缺
2025-11-17 16:01:22909 
在智能制造升级浪潮中,机器视觉技术正加速向高精度、高适应性方向演进。作为视觉系统的核心组件,光源的性能与集成能力直接影响检测效率与精度。 思奥特视觉突破传统光源产品思维,以“生态化”战略重构竞争逻辑
2025-11-17 14:20:15161 在现代化工业车间里,一台搭载了新型视觉系统的机器人正精准地检测着精密零部件的微小瑕疵,这是工业自动化领域正在发生的变革场景。 工业机器人正逐渐成为智能制造的核心力量,而视觉系统作为机器人的“眼睛
2025-11-13 09:39:50582 一、图像采集卡的技术本质:从信号到数据的“转换器”与“传输通道”图像采集卡(ImageCaptureCard)是机器视觉系统的核心硬件组件,本质是通过专用芯片(如FPGA、ASIC)实现图像信号
2025-11-12 15:15:18436 如今,工业行业对生产力和自动化的追求不断升级,推动先进机器视觉系统需求持续增长。
2025-11-08 09:18:285228 
10月28日-30日,“2025深圳机器视觉展暨机器视觉技术及工业应用研讨会(Vision China 深圳)”在深圳国际会展中心盛大举办, 本次展会聚焦机器视觉技术在电子制造全产业链中的融合与创新。
2025-11-07 09:17:002296 ”,将相机输出的原始信号转化为计算机可处理的数字数据,为后续的缺陷识别、尺寸测量提供精确输入。作为机器视觉系统的重要组件,它不仅解决了信号格式的“语言障碍”,更构建
2025-11-06 15:09:00223 
工智能技术一样,机器视觉虽然令人印象深刻,但它仅仅是一个工具。其效果取决于最终用户的应用方式。因此,以下是将机器视觉系统集成到缺陷检测中的五个关键步骤。一、明确缺陷定
2025-11-03 11:40:29653 
1、机器视觉系统机器视觉系统machinevisionsystem是通过对声波、电磁辐射等时空模式进行探测及感知,对所获取的图像进行自动处理、分析和测量,做出定性解释和定量分析,得到有关目标物体
2025-10-31 17:34:421098 
在工业4.0与智能制造的浪潮中,视觉系统已成为机器人的"智慧双眼"与"神经中枢",直接决定其作业精度、响应速度与环境适应性。SDI编码板CM2001S与摄像模组CM8210S-B构成的"采集-传输
2025-10-31 15:13:14278 未来,智能机器人将突破工具属性,进化为能自主决策、学习与进化的“类生命体”。
2025-10-30 14:03:40526 赋能电子制造升级”为主题,聚焦人工智能与机器视觉技术在电子制造全产业链中的融合与创新,集中展示AI技术在提升视觉系统能力、突破行业应用瓶颈方面的前沿成果与解决方案
2025-10-30 08:05:41588 
。· 多路MIPI-CSI接口:原生支持接入多个摄像头,为构建多目视觉系统打下坚实基础,满足机器人全方位感知需求。
RK3576在机器人领域的核心应用场景特种作业与工程机器人· 应用领域:工程机械
2025-10-29 16:41:20
:如何与现有平台对接?A:支持 RTSP/SRT/WebRTC 视频;业务对接可用 REST/WebSocket,事件联动用 MQTT/HTTP Hook。
06|结语巡检机器人需要移动、实时、可靠的视觉系统
2025-10-24 16:53:13
检测,显著提升生产效率与质量控制水平。本案例成功应用一套高精度机器视觉系统,实现了对汽车天窗总成多项关键缺陷的自动化100%在线检测,在500毫秒内完成所有检测项
2025-10-21 07:33:35313 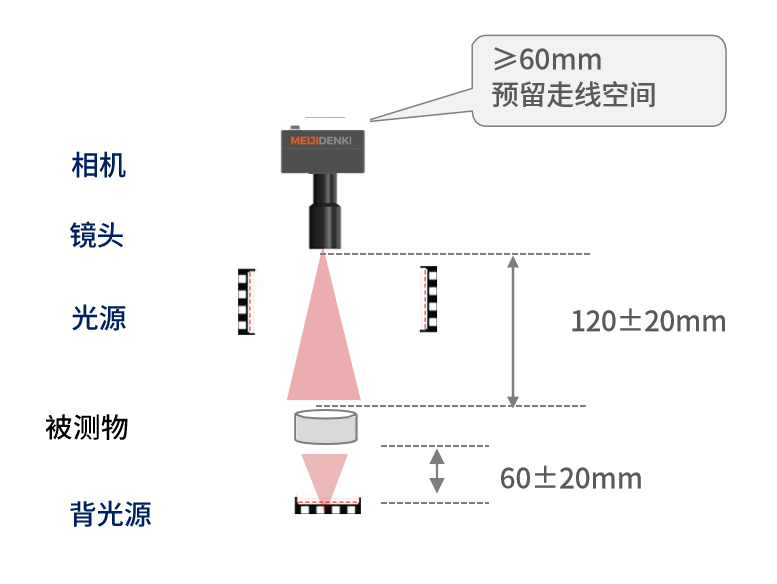
物理损伤)必须进行极其精密的测量与核查。以往依赖人眼的检测方式存在明显短板:不仅作业速度慢、受人员状态影响大(易疲劳导致误判),而且在面对日益严苛的微米级精度标准时显得力不从心。相比之下,基于机器视觉
2025-09-26 15:09:44
机器视觉本质上是一个系统(例如一台计算机)查看的能力。系统通过该能力分析图像,然后作出决策或进行分类。
2025-09-10 17:23:47641 
安森美为机器人应用提供关键的感知和电源产品,比如HyperluxTM系列图像传感器(包含用于机器人视觉系统的高分辨率iToF 深度成像解决方案),以及可实现先进电机控制的创新的MOSFET 技术和智能电子保险丝。
2025-09-04 10:06:492526 
2025年8月27日,深圳市第十五届职工技术创新运动会暨2025年深圳技能大赛——工业视觉系统运维员“工匠之星"职业技能竞赛在深圳国际会展中心访客量最大的2025 AGIC深圳(国际)通用人工智能展馆隆重举行。
2025-09-03 15:47:55829 采用先进的连接器、工业级外壳和定制配置,可辅助机器视觉系统设计人员实现快速发展的物流和制造运营所需的精度和可扩展性。
2025-09-02 11:36:422470 短波红外(SWIR)因其高灵敏度、高分辨率和适应性强,成为工业机器视觉和半导体检测的重要光源。
2025-08-27 09:51:32674 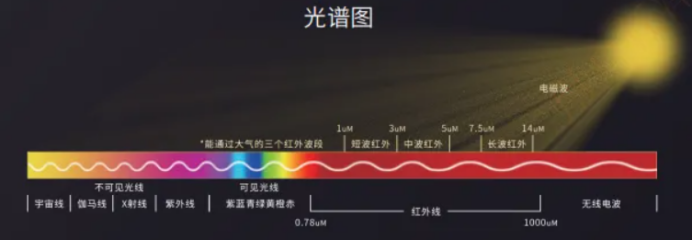
分析,更可能导致生产线停摆或关键信息遗漏。多路、高速、无损的图像传输,已成为高精度视觉系统的关键诉求之一。正是在这样的挑战中,专为工业级多路图像采集而设计的6口千兆
2025-08-22 14:42:06642 分拣等系统快速决策。针对高速接口及实时 / 大数据量场景,该采集卡是必备组件,可在 FPGA 上完成去拜耳化、HDR 等预处理,为视觉系统高效运行奠基。
2025-08-20 09:18:09679 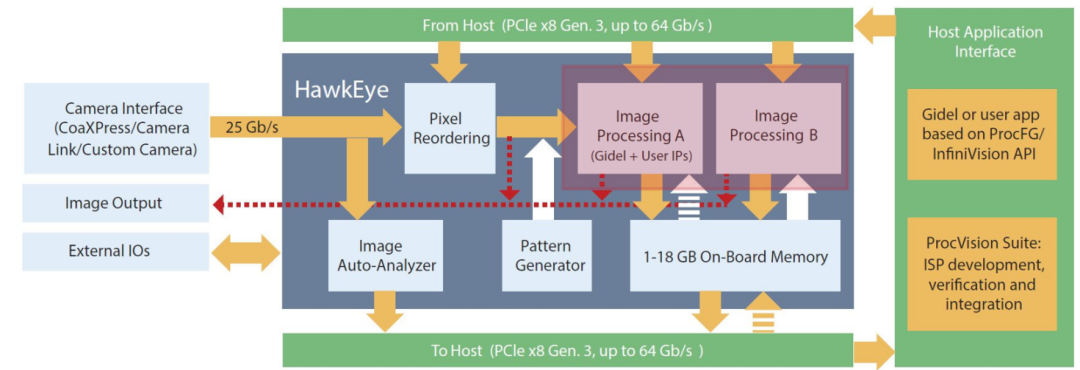
在工业自动化、科学研究和安防监控等关键领域,“看得清”是无数决策的基础。机器视觉系统如同为机器赋予慧眼,而在这双慧眼中,工业相机与图像采集卡(ImageAcquisitionCard)的协同配合构成
2025-08-19 12:39:42625 
产品简介经世智能档案存取复合机器人,在智慧档案库房行业主要应用于档案自动存取与转运、涉密档案管理等环节,通过“AGV移动底盘+协作机械臂+视觉系统”一体化控制方案实现高效自动化作业。机器人机械臂末端
2025-08-13 13:36:24
产品简介经世智能半导体行业晶圆盒转运复合机器人,复合机器人在半导体行业主要应用于晶圆盒转运、机台上下料等环节,通过“AGV移动底盘+协作机械臂+视觉系统"一体化控制方案实现高效自动化作业。机器
2025-08-13 13:28:39
产品简介经世智能实验室物料转运复合机器人,复合机器人在智慧实验室行业主要应用于实验样本自动化转运、高通量实验流程衔接、危险物料与废弃物处理等环节,通过“AGV移动底盘+协作机械臂+视觉系统”一体化
2025-08-13 10:06:22
产品简介经世智能CNC上下料复合机器人,复合机器人集成AGV+机械臂+视觉系统,提供CNC多工序柔性上下料、CNC全自动刀具更换自动化解决方案,打通生产物流最后“一公里"。机器人机械臂末端可定制末端
2025-08-13 09:47:30
机器视觉黄金赛道!VisionChina 2025深圳机器视觉展携手NEPCON,为您开启16.5万精准买家商机
2025-08-12 15:08:38696 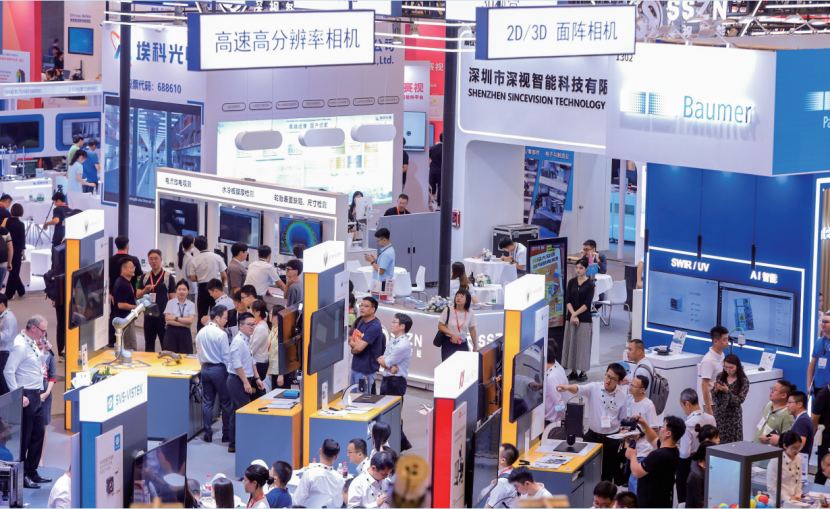
机器视觉系统是一种模拟人类视觉功能,通过光学装置和非接触式传感器获取图像数据,并进行分析和处理,以实现对目标物体的识别、测量、检测和定位等功能的智能化系统。其目的是让机器能够理解和解释视觉信息,从而
2025-08-07 14:14:531209 ,是一家专注于机器人视觉与AI感知技术的高科技企业。致力于为机器人及无人系统提供创新的视觉感知解决方案。 信息显示,环视智能创始团队由天津大学校友师生组成,核心成员均来自视觉感知、机器人控制、语言大模型等前沿领域,不仅拥有连
2025-08-05 18:12:131606 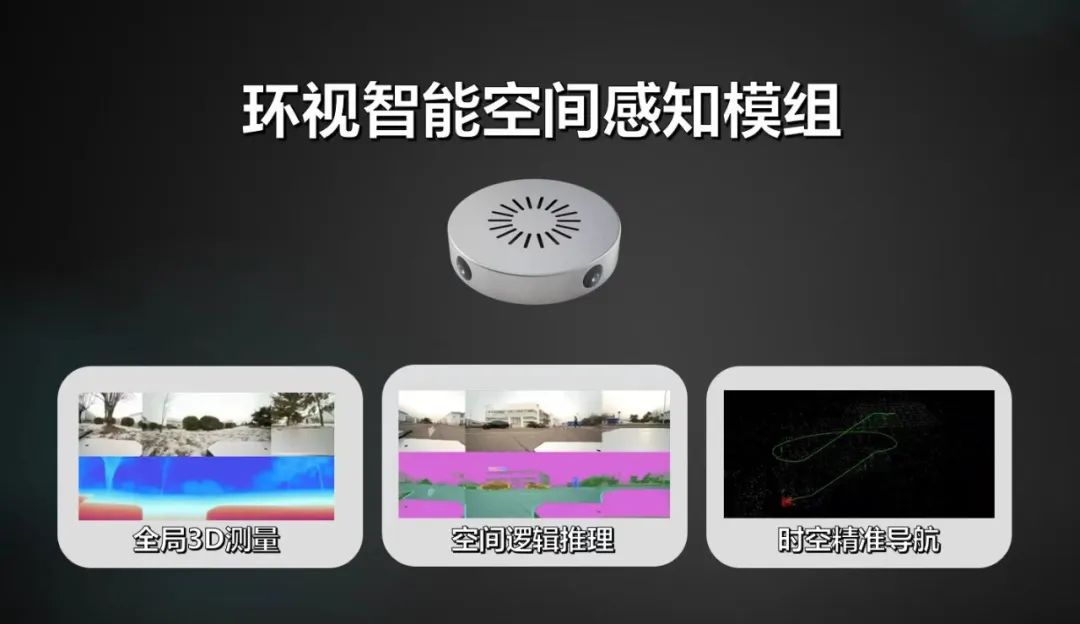
由于很多企业依旧在采用人工检测,不仅效率低下还容易视疲劳造成漏检,维视智造凭借 20 年机器视觉技术沉淀,推出 “硬件 + 软件 + 定制化服务” 一体化解决方案,用 “智能视觉” 替代 “人工眼”,成为 500 + 企业的信赖之选。
2025-08-01 14:21:42521 
,支撑无人机运行的核心组件是视觉系统?在深入探讨这一主题之前,我们将先理清无人机的定义、梳理其多元应用场景,并解析其快速普及的背后逻辑。最后,我们将探讨 安森美(onsemi) 如何凭借技术革新,推动无人机的视觉系统升级。
2025-07-21 14:03:367247 如果你的机器视觉系统需要增加高精度的尺寸测量功能,又担心集成复杂、占用空间大、影响节拍?普密斯在线图像尺寸测量仪的设计初衷就是解决这个问题。它本身就是一个高度集成的精密测量模块,提供开箱即用
2025-07-21 11:00:14
在自动化产线的精密检测环节,机器视觉系统对核心工控机的要求极高:高速数据处理、多设备稳定连接、严苛环境适应力。英康仕工控推出基于英特尔®11代Tiger Lake CPU的NIS-T1000与NIS-T1001工控机,专为应对机器视觉挑战而设计。
2025-07-15 18:15:41840 
机器视觉网卡通常指的是在机器视觉系统中用于连接工业相机到计算机的以太网卡。它的核心作用是实现高速、稳定、低延迟的图像数据传输。以下是关于机器视觉网卡的关键信息:1.核心功能:高速图像传输:处理来自
2025-07-09 16:18:33480 
公开资料显示,汇萃智能是一家以通用智能高速机器视觉平台为基础的机器视觉软硬件产品及解决方案提供商,团队核心成员由IEEE Fellow、国家特聘专家、世界500强前高管、浙江省特聘专家及省市拔尖人才组成。
2025-07-03 16:40:51959 事件相机(EVS)是一种新型的视觉传感器,其设计灵感来源于生物视觉系统。
2025-07-01 14:08:594127 
随着工业制造不断向数字化、智能化深度演进,视觉检测系统也正从 “被动识别” 向 “主动预判” 加速升级。
2025-07-01 09:39:04883 年来,不少协作机器人厂商推出了“手眼一体”的协作机器人本体产品,或在研发视觉相机及视觉软件系统。
2025-06-19 14:58:19936 [首发于智驾最前沿微信公众号]特斯拉CEO埃隆·马斯克认为,在复杂的道路驾驶环境中,模拟生物神经网络和眼睛的视觉系统才是最为有效的方式。他也曾在在多个场合批评激光雷达技术为“错误的解决方案”,并多次
2025-06-16 09:56:14705 
流动资金。 中国工业领域以及汽车制造机器视觉市场规模 工业机器视觉产业链的上游为核心部件,包括光源及光源控制器、镜头和工业相机等硬件产品,以及视觉算法、应用软件等软件产品。产业链中游为视觉系统与解决方案,通过将上游核心部
2025-06-13 00:01:005031 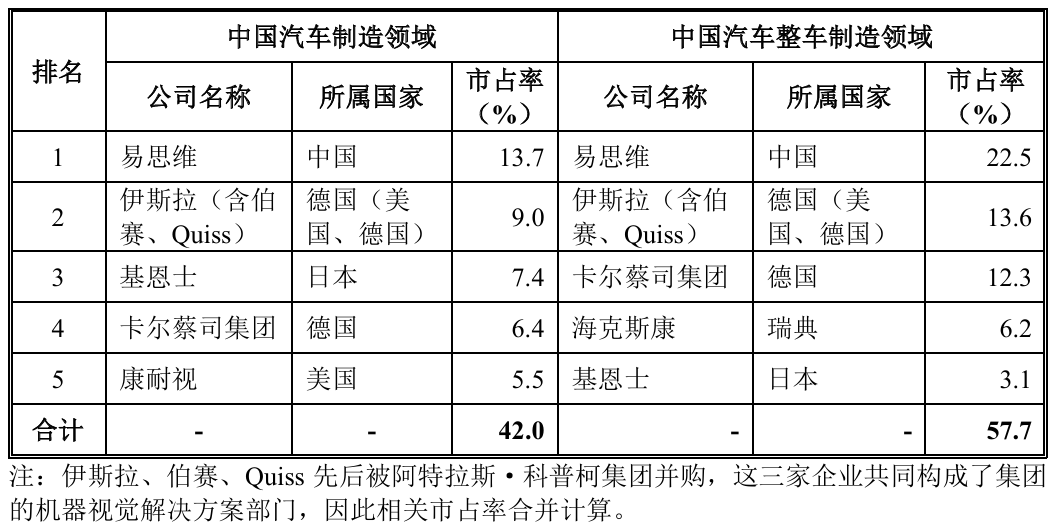
《Vision Systems Design》举办的Innovators Awards多年来在海外享有盛誉,该奖项旨在表彰在产品或技术、应用程序或研发方面表现卓越的机器视觉行业公司。《视觉系统
2025-06-10 18:01:321005 数据显示,中国机器视觉市场规模下滑,但2D和3D市场规模持续增长,竞争格局加剧
2025-06-05 09:23:13897 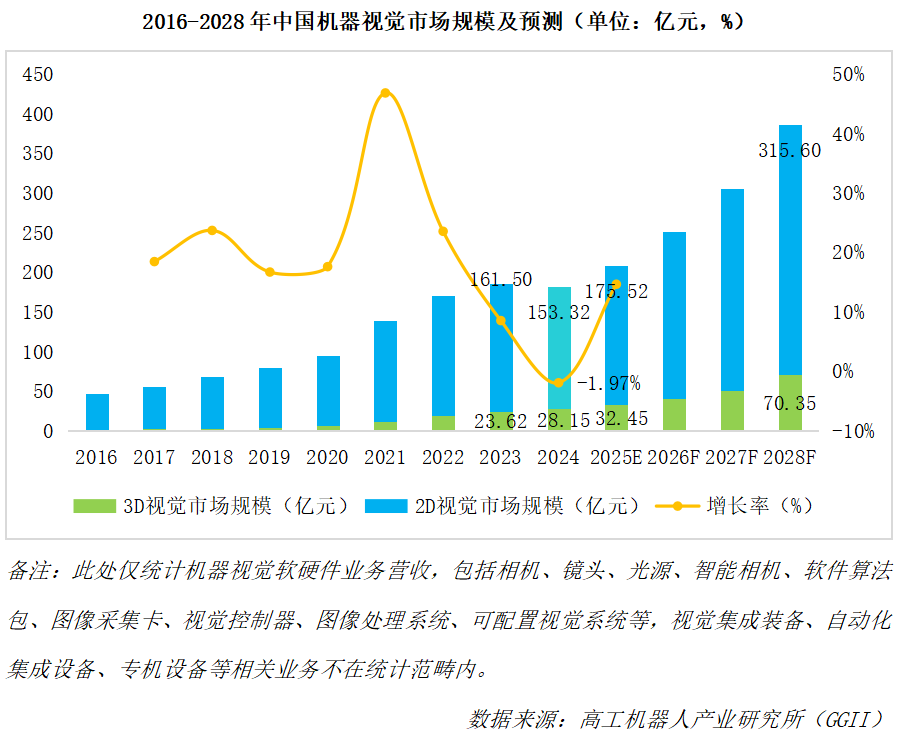
强固型嵌入式计算平台厂商Neousys宸曜科技非常荣幸地宣布其NRU-171V-PPC在众多同类竞品中脱颖而出,荣获2025视觉系统设计创新奖(2025VSDInnovatorsAwards)。经
2025-05-28 11:27:32787 
与机器视觉行业一同成长起来的海康机器人,在近两年下游行业需求整体承压、市场竞争白热化加剧、洗牌加速的背景下,仍以出色的“答卷”,站稳机器视觉行业第一梯队。
2025-05-26 09:39:221468 机器视觉检测助力轨道检测
2025-05-21 16:55:07658 
应用广泛。工业相机图像采集卡的主要功能在机器视觉系统中,工业相机负责捕获目标对象的图像,而图像采集卡则负责将这些图像信息转换为计算机可以识别和处理的数字数据。如果没
2025-05-21 12:13:32628 
视觉技术在许多自动化活动中发挥着关键作用,制造、娱乐、交通运输和医疗保健等领域更是越来越重视发展视觉系统。 市场对快速、准确成像的需求愈发迫切,同时分析技术和人工智能 (AI) 加速发展,新一代
2025-05-20 16:18:041901 
现出色,特别适用于工业机器人应用。从料箱捡取到自主导航,立体视觉使得各种机器人应用成为可能。然而,在实时应用场景中部署立体视觉系统时,常常面临以下几个挑战:图像处理
2025-05-16 17:04:31509 
当今的移动式工业机械面临着日益增长的实时数据处理、安全和自动化需求。在农业、建筑和物流等领域,视觉系统对于从危险检测到精确监控和自动化等各种任务都至关重要。传统方法采用完全分散式智能摄像头或集中式
2025-05-15 17:34:54775 信息并认知处理的能力。机器视觉系统内包含光学成像系统,可以作为自动化设备的视觉器官实现信息的输入,并借助视觉控制器代替人脑实现信息的处理与输出。从而实现赋予自动化
2025-05-15 17:09:421417 
在智能制造和自动化生产中,工业相机作为机器视觉系统的核心组件,凭借其高精度、高稳定性和快速响应能力,被广泛应用于产品质量检测、尺寸测量、定位识别等领域。它通常与工业镜头、机器视觉光源及图像处理软件协同工作,共同构成高效的视觉检测系统。
2025-05-13 16:30:541556 
相机标定是视觉系统的基石,直接影响后续图像处理的精度。书中详细介绍了单目和双目相机的标定流程,包括标定板的使用、参数优化以及标定文件的应用。
实际应用中,标定误差可能导致机器人定位偏差,因此标定过程
2025-05-03 19:41:47
工业相机是机器视觉系统的核心部件,推动了工业自动化和智能化的发展。
2025-04-22 10:16:19916 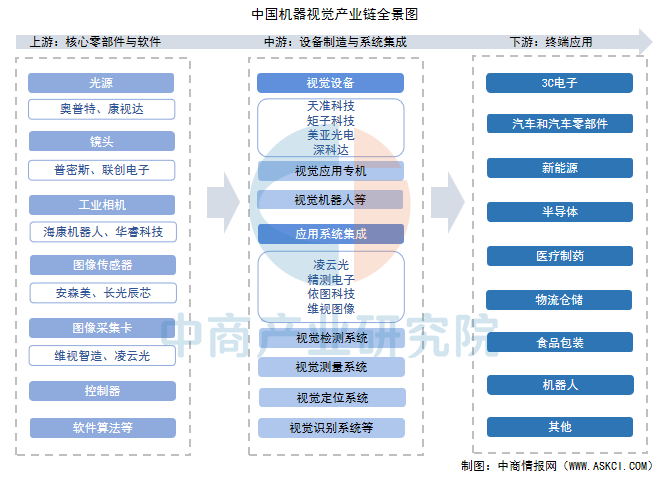
从对比度、鲁棒性、亮度、均匀性和可维护性五个方面探讨了光源在机器视觉系统中的重要性。
2025-04-14 13:38:15557 随着人工智能、机器学习以及传感器技术的持续迭代升级,机器人产业正处于高速发展的黄金时期。智能机器人的应用领域不断拓展,功能也日益丰富多样。具身机器人、机器狗、无人机、工业机械臂等各类智能机器人,正
2025-04-12 00:02:002450 
机器视觉照明的关键特点包括对比度增强、亮度调整、鲁棒性控制、反射控制、可预测性、表面因素影响以及光源位置。
2025-04-09 09:59:44533 机器视觉技术作为人工智能和智能制造的关键组成部分,正日益广泛地应用于工业自动化、质量检测、机器人引导等领域。而一套高性能的机器视觉系统,离不开工业相机和采集卡的完美配合。工业相机负责图像的采集
2025-03-31 15:53:27726 2025年3月26-28日,为期三天的中国(上海)机器视觉展暨机器视觉技术及工业应用研讨会【VisionChina2025(上海)】,在上海新国际博览中心圆满闭幕。这场由机器视觉产业联盟(主办方
2025-03-31 14:09:19343 In-Sight 8900是康耐视最新推出的由AI驱动的紧凑型视觉系统,专为高度监管行业的OEM厂商打造。该系统通过深度融合先进AI算法与高性能成像技术,构建起精准可靠的自动化检测体系,可实现缺陷检测、装配验证、追溯管理等全流程自动化,助力企业提升质量管控效率,降低召回风险。
2025-03-28 10:09:531014 上海机器视觉展暨机器视觉技术及工业应用研讨会将于2025年3月26-28日在上海新国际博览中心举办。
2025-03-26 14:01:26975 康耐视全新发布的In-Sight 8900视觉系统,由AI技术驱动,专为高度监管行业的OEM量身定制。这款超紧凑型视觉系统集成了先进的AI功能与强大的成像性能,可精准实现缺陷检测、装配验证及复杂文本读取,同时全面支持21 CFR Part 11合规要求,助力企业降低召回风险、提升生产效率。
2025-03-21 10:21:101154 工业相机采集卡,作为机器视觉系统中的核心组成部分,扮演着将图像传感器捕捉到的模拟或数字图像数据高效、可靠地传输至计算机进行后续处理的关键角色。其性能直接影响到整个系统的图像采集速度、图像质量、系统
2025-03-17 16:04:34995 处理以及多模态数据融合。在此背景下,服务器集群作为核心算力基础设施,其高性能计算、低延迟推理及高可靠性特性,已成为支撑工业机器视觉系统规模化部署的关键技术底座。
2025-03-11 17:22:101017 视觉盛宴,3月启航 2025年3月26日至28日,一场汇聚 机器视觉 智慧的盛宴——中国(上海)机器视觉展暨机器视觉技术及工业应用研讨会,将在 上海新国际博览中心W4小样本无监督技术如何解决复杂
2025-03-11 11:01:28338 
工业图像采集卡,作为机器视觉系统中的关键组成部分,其重要性不言而喻。它如同机器的“眼睛”,负责捕捉现实世界的图像信息,并将其转化为可供计算机处理的数据,为后续的图像分析、识别、测量和控制等应用奠定
2025-03-10 13:25:40671 嵌入式视觉是嵌入式系统与机器视觉技术的集合,嵌入式视觉系统硬件集成摄像头模组和处理板,将图像捕获和图像处理功能结合在一台设备中。
2025-03-06 16:09:361327 近日,海伯森技术携前沿视觉传感解决方案亮相VisionCon合肥视觉系统技术设计会议,通过技术沙龙、主题演讲及产品展示三大板块,全面展现其在工业视觉领域的技术实力,尤其在半导体检测领域取得突破性合作成果。
2025-02-28 10:10:33765
关于DLP160CPDMD芯片有一个疑问,
请问该芯片是否可以应用在机器3D视觉(结构光)场景应用呢?我在TI TLP机器视觉,“3D扫描视觉机器视觉产品”没有找到该芯片,是官网选型没有及时更新还是?
2025-02-20 07:39:54
工业相机作为机器视觉系统中的关键组件,在工业自动化和智能化方面发挥着重要作用。
2025-02-19 11:45:561891 
现代图像传感器在工厂自动化、视频会议、监控、智能门铃和增强现实等众多应用中实现了越来越多的强大视觉系统功能。摩尔定律及其推论推动了更节省空间、性能更好的 CMOS 图像传感器和处理器的发展。现在
2025-02-07 10:06:041017 
随着制造业的自动化水平不断提高,焊接工艺也在向更高效、更精确的方向发展。尤其是在自动化焊接领域,视觉定位系统的引入为焊接机器人提供了前所未有的精度和灵活性。今天一起了解焊接机器人视觉得定位系统如何革新制造工艺。
2025-01-17 14:36:59905 棱镜——机器视觉系统中常见的重要配件
2025-01-15 17:36:34914 随着制造业对精度、效率和自动化程度的要求不断提高,焊接机器人在现代工业生产中扮演着越来越重要的角色,广泛应用于汽车制造、工程机械、家电等多个行业。而视觉定位技术作为焊接机器人不可或缺的关键组成
2025-01-06 16:05:30833 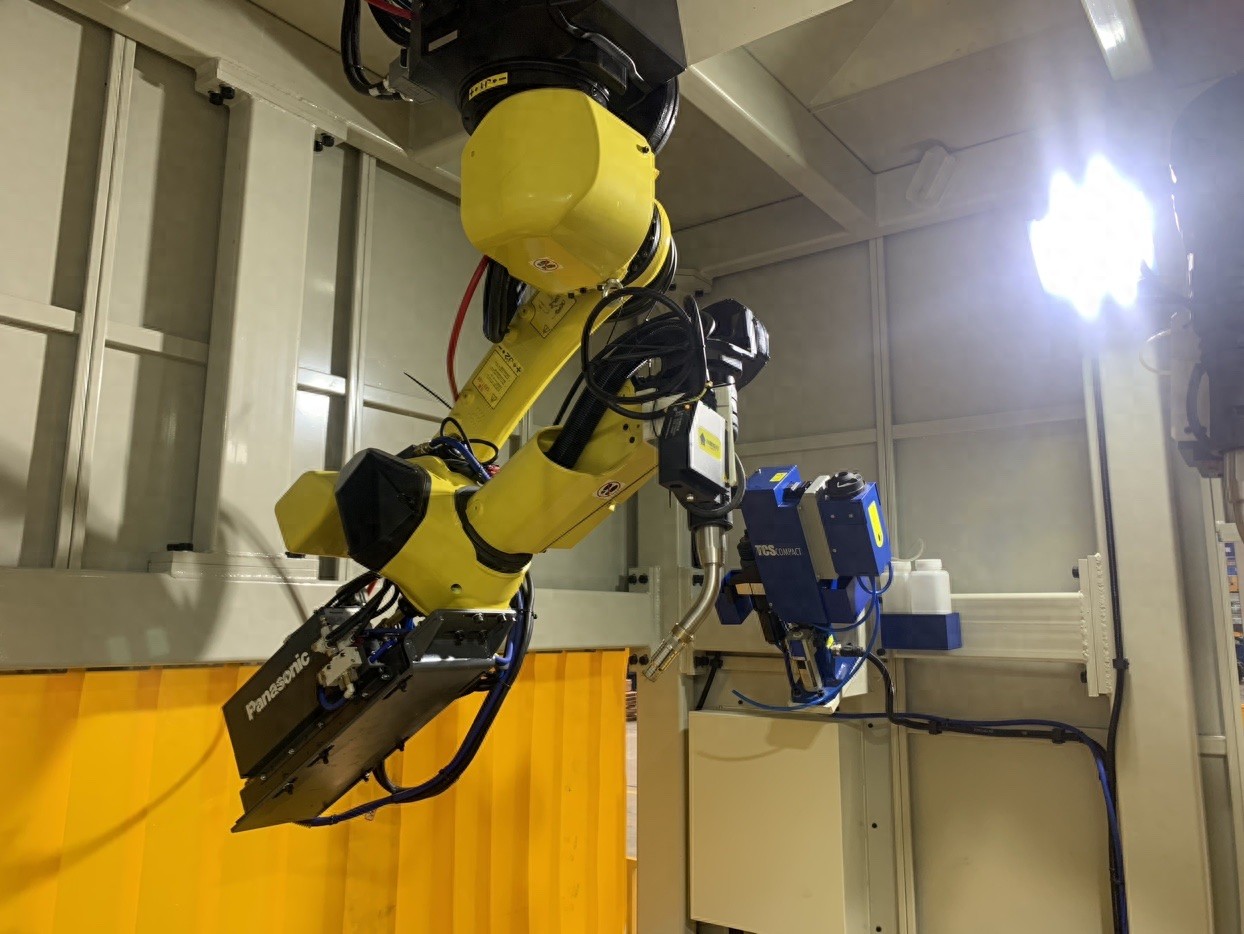
 电子发烧友App
电子发烧友App








 工商网监
工商网监
评论