疆鸿智能PROFIBUS转RS485网关在供热厂控制系统改造中的创新应用 我至今记得去年那个冬天的清晨,当供热厂的控制室里电话铃声不断响起时,工程团队面临的困境。老旧的锅炉控制系统与新建的循环泵
2025-12-24 14:41:04 101
101 
虹科直播·客户视角案例分享Webinars在汽车行业智能化、网联化飞速发展的今天,如何高效解决高效、低成本地实现电子电气架构的迭代与验证,破解新项目立项与试制试验中的通信难题,成为车企研发过程中
2025-12-19 17:34:021933 
?其实只要搞懂核心区别,再找对工具,就能避开 “花大钱买错工具” 的坑 —— 有人物联网就是中小厂的 “智能改造避坑指南库” 。 一、智能改造最易踩的坑:系统认错,钱白扔 很多厂刚入门时,都会把这俩核心系统搞混: 智慧工厂系
2025-12-19 14:20:21137 
摘要
本报告旨在客观分析在充电桩AC-DC电源模块输入级浪涌抑制电路中,以正温度系数热敏电阻替代传统水泥电阻方案的技术特点、应用现状与未来趋势。报告基于公开的元器件特性、行业设计方案及实际产品拆解
2025-12-17 08:44:51
传统焊接产线智能升级:基于EtherNet/IP与DeviceNet协议转换的融合实践 1 项目背景 某汽车零部件制造厂的焊接产线长期面临设备协同难题:核心控制单元为罗克韦尔
2025-12-15 15:01:34174 
在物流、物料输送或包装行业,可靠的物体检测对流程顺畅运行有重要影响。传统上会采用反射板式传感器完成此任务。由于其采用单点光束工作,传统反射板式传感器在某些应用中存在局限。而倍加福R305反射板式区域传感器采用宽广的光带,有助于检测不规则形状和非常狭窄的物体。
2025-12-13 15:30:411719 某水泥厂为提升能源利用效率,在熟料生产线窑头及窑尾新增一套余热发电机组,要求将原有的DCS系统以及新增的余热发电机组接入物联网管理平台中,物通博联(WideIoT)提供高效可靠的数据采集
2025-12-13 15:26:54375 工业级4G远程控制模块凭借稳定的工业级设计和丰富的通讯、控制功能,在智慧水务污水处理厂中可实现设备远程管控、数据实时监测、故障快速响应等核心应用,大幅降低运维成本并提升污水处理流程的智能化水平
2025-12-12 10:20:30186 
光纤穿越尘埃:PROFIBUS转换器在水泥厂的智慧改造 1 项目背景 华东某水泥厂始建于上世纪90年代,其生料磨控制系统一直沿用传统的电气控制方式。厂区设备分散,最远距离超过800米,环境粉尘浓度
2025-12-09 15:28:27270 
PROFIBUS光纤转换器在热电厂控制系统改造中的创新实践 一、PROFIBUS简介 PROFIBUS是一种用于工厂自动化车间级监控和现场设备层数据通信与控制的现场总线技术。它具有高速、可靠、灵活
2025-12-08 15:29:11235 
不用拆机、低成本投入,就能让老设备从 “被动抢修” 变成 “主动预防”:故障停机减少 40%+,维护成本降低 20%+,管理效率提升 60%+。
老旧产线升级不必大拆大改,找对 “外接感知 + 快速部署” 的轻量化方案,就能让沉淀多年的设备焕发新生,成为降本增效的 “主力军”。
2025-12-05 16:08:37257 
一、案例背景与项目痛点 案例背景: 某大型水泥集团计划对其5000t/d新型干法水泥生产线的生料配料环节进行智能化改造。该环节核心控制系统采用西门子S7-1500系列PLC和ET200MP分布式I
2025-12-03 09:27:00398 
在当今建筑业飞速发展与数字化转型的浪潮中,“智慧工地”已成为提升工程品质、效率和安全管理水平的必然选择。作为混凝土这一核心建筑材料的产地,水泥拌合站的管理水平直接关系到整个项目的质量根基
2025-12-01 09:05:25166 
本文就以改造一套以西门子S7-300 317-2DP PLC(6ES7 317-2AJ10-0AB0 V2.1)为控制核心的电气控制系统为例,介绍使用S7-1500 1513-1PN PLC带
2025-11-25 14:27:311314 
水泥厂“宝藏网关”:让ETHERCAT和MODBUS“双向奔赴”,效率拉满! 在水泥生产的核心环节——原料处理过程中,破碎机、球磨机、立磨等关键设备的高效稳定运行直接关系到整条生产线的产能与品质
2025-11-24 14:41:22248 
在现代电子制造产线中,确保产品质量与生产效率是至关重要的。同惠Th2690多频点LCR测试仪以其高精度、多功能和自动化特性,成为产线上不可或缺的测试工具。本文将探讨Th2690在产线中的具体应用及其
2025-11-13 11:45:50183 
在箱包生产行业,生产计划的安排就像是一场精密的交响乐演奏,每一个环节都需要精准配合,才能奏出高效生产的美妙乐章。而如今,计划排产软件正逐渐成为这场交响乐中不可或缺的指挥家。 传统排产的痛点与无奈 在
2025-11-11 11:32:14317 
在当今快速发展的基础设施建设浪潮中,公路建设的质量、效率与成本控制至关重要。水泥混凝土作为公路工程的“骨架”,其生产质量直接关系到整个项目的安全与寿命。传统的水泥拌合站管理依赖人工记录
2025-11-06 09:22:28214 
一、 项目痛点:主流控制与专用驱动间的“协议鸿沟” 某大型3C电子产品精密装配生产线需要进行升级改造。其核心控制系统采用了以高性能和卓越运动控制功能著称的欧姆龙NJ系列PLC,其标配
2025-10-28 19:37:06280 
音圈执行器有多强?自动化产线用了都说产能涨了 “换了音圈执行器后,我们产线的日产能直接多了 200 件!” 最近跟一位新能源电池厂的厂长聊天,他这话让我格外好奇 —— 到底是什么样的传动部件,能给
2025-10-24 11:23:09222 当汽车零部件厂的设备装上 “神经末梢”(传感器)和 “智慧大脑”(数据中台),就从 “消耗品” 变成了 “可管控、可优化的资产”。
2025-10-11 10:21:36327 某食品厂对包装流水线进行改造,整个系统采用西门子S7-1200 PLC做控制核心,实现包含传送带、伺服电机、光电传感器、包装机等硬件设备的自动化控制,从而有效替代人工进行操作,提高生产效率。 同时
2025-09-29 14:19:47398 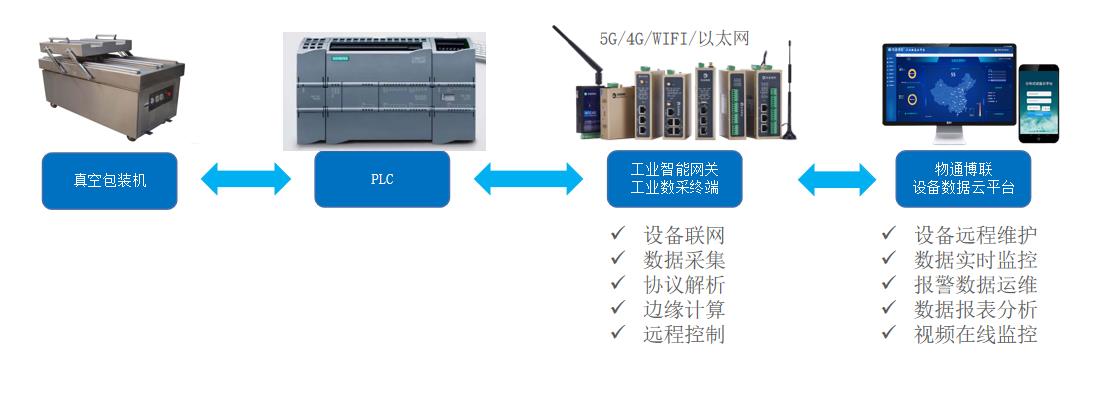
简婷 安科瑞电气股份有限公司 上海嘉定 201801 技术支持18701998775 在水泥厂的生产链条中,风机作为核心动力设备,肩负着原料输送、窑炉通风、粉尘收集等关键任务,其运行稳定性直接
2025-09-23 15:00:00498 
氮气柜电控系统集成方案将氮气柜的电气控制系统,传感器、控制器、电源、执行机构等整合至单一电控盒内,实现模块化、高可靠性、易维护性的升级改造。主控单元负责逻辑运算、参数设定、故障诊断及系统协调,嵌入式
2025-09-16 15:44:16545 
对于没上 MES 的工厂,老旧设备不是 “包袱”,而是 “待激活的产能富矿”。深控技术的 “不需要点表的工业网关”+“IOT 物联网平台”,不用依赖 MES,就能让台达 PLC、发那科 CNC、海天注塑机等老旧设备 “开口说话”,用数据找到提产突破口。
2025-09-08 14:22:56485 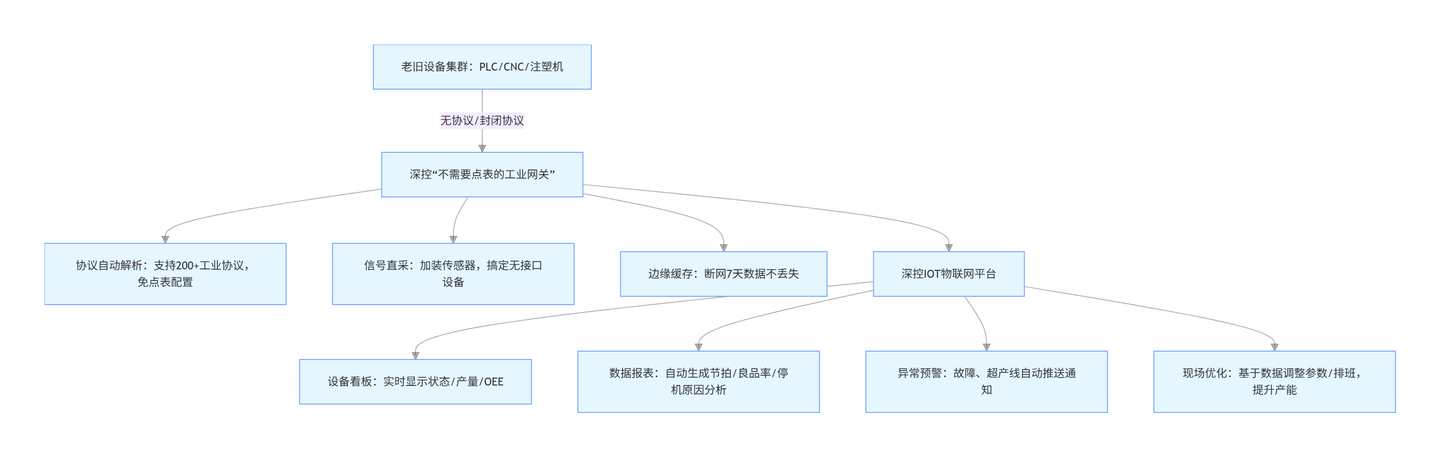
安科瑞 王晶淼 Acrel-wjm 在水泥厂的生产线上,熟料煅烧等环节产生的大量高温、高浓度含尘烟气,是环保治理的重中之重,其粉尘排放量可占全厂总排放的约70%。尽管广泛采用的静电除尘器有其优势,但
2025-09-08 09:57:31408 
当老旧机房PUE值始终高于行业红线,徘徊在1.46的高位,在2024年末,某有线公司通过施耐德电气伙伴公司上海卓运信息工程有限公司,向施耐德电气发出独特邀约,希望以施耐德电气专业咨询评估报告,为混杂着多品牌空调的老旧机房开出“绿色药方”。
2025-09-06 14:14:501209 安科瑞戴婷 Acrel-Fanny 一、背景 在水泥厂的生产过程中,烟尘问题一直是困扰企业的一大难题。水泥厂在熟料煅烧等环节会产生大量高温高浓度含尘烟气,其粉尘排放量可约占整个水泥厂粉尘总排放量
2025-09-04 17:10:10542 
在水泥厂的生产线上,熟料煅烧等环节产生的大量高温、高浓度含尘烟气,是环保治理的重中之重,其粉尘排放量可占全厂总排放的约70%。尽管广泛采用的静电除尘器有其优势,但若要稳定达到日益严格的排放标准,往往
2025-09-04 15:44:34395 
山西某大型焦化厂炼焦区的电气维护运行及检修系统,需对炼焦设备的关键参数进行实时监控与远程控制。该区域的耦合加热开关、冷风阀等设备的启停状态,以及运行参数需通过开关量信号传感器DTD110H采集,并上传至PLC控制柜实现集中管理。
2025-09-02 18:06:59513 
在水泥厂的生产流程中,堆料机和取料机协同作业至关重要。某大型水泥厂的堆料区和取料区相隔一定距离,以往采用有线连接实现二者的连锁控制,但随着生产规模扩大和设备老化,问题频发。
2025-09-02 18:06:03688 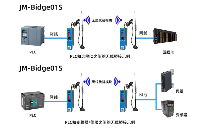
三星美国厂2nm 产线运作 美国2nm晶圆代工厂近期再添生力军,在特斯拉高阶主管亲自赴厂区督军下,原本暂缓的三星美国德州新厂2nm产线近期传出继续运作,业界已传出力拼明年2026年内量产目标。台积电
2025-09-02 11:26:511513 随着汽车智能化进程加速,车辆电气系统方案持续演进。为满足日益严格的功能安全要求,主机厂逐渐引入智能配电、冗余配电等新型方案,这给电气系统的测试环节带来了显著影响。智能配电测试何为智能配电?下图分别
2025-09-01 15:13:41365 
安科瑞徐赟杰18706165067 在水泥厂的生产过程中,烟尘问题一直是困扰企业的一大难题。水泥厂在熟料煅烧等环节会产生大量高温高浓度含尘烟气,其粉尘排放量可约占整个水泥厂粉尘总排放量的 70
2025-08-18 09:37:53494 
面对不同场景下的“跨时空”能效升级挑战,施耐德电气精准施策,以先进的AI技术为核心应用,依托SmartCool末端空调节能解决方案与多种施家硬件设备解决方案的联合携手,为这家百年学府的数据中心量身
2025-08-13 16:47:081190 在水泥生产的最后环节,袋装水泥的码垛效率直接影响整体产能。我们厂原来的码垛区采用人工辅助机械臂作业,施耐德PLC负责协调生产线节奏,而码垛机器人自带的控制系统却只支持DeviceNet协议,两者无法
2025-07-25 13:13:15214 
实现生产过程的精准监控与高效控制,引入自动化系统迫在眉睫,而不同设备间的通信协议转换成为其中的关键环节。 在此次水泥厂自动化改造项目中,施耐德PLC采用Modbus TCP协议,而料位控制仪表、温度检测仪表、压力仪表等现场
2025-07-25 13:07:02272 度检测,如布、皮、革等。
在线自动测宽仪使包带自动化产线升级,通过非接触式光学测量、实时数据反馈与智能控制系统深度融合,显著提升了生产精度与效率。
测宽仪的核心技术原理与功能优势
光电测量
采用物方远心
2025-07-23 15:23:39
由中国机电一体化技术应用协会流程工业分会、全国化工电气专家组和中能数智安科工程技术研究院联合主办“2025年流程工业电气安全与数字化转型峰会暨首届煤化工老旧装置电气设备安全升级改造与技术创新大会
2025-07-21 18:03:01904 
对此工厂而言,自动化不是一蹴而就的,数字化也是如此。某水泥厂随着时间不断累积,多个生产车间逐步实现自动化改造,但受到时间、成本等因素,各个生产车间使用的控制系统各不相同,无法通讯,同时由于运维机制
2025-07-21 15:29:03341 BK机床控制变压器电气控制设备厂家们在追求发展的同时,正面临着BK机床控制变压器采购的“陷阱”,一不小心就会陷入困境,影响整个企业的运营与发展,这究竟是怎样的情况呢?一些厂家在采购BK控制变压器
2025-07-04 13:45:23405 
宁德时代高端电池产线在问界超级工厂正式投产 首创“厂中厂”模式助推成渝新能源产业链协同发展 2025年6月30日,宁德时代新能源科技股份有限公司在重庆赛力斯超级工厂举行投产仪式,宣布CTP2.0高端
2025-07-01 15:55:261194 在水泥制造工厂复杂的生产环境中,设备高效协同与集中管控是保障产能与能耗优化的关键。PROFIBUS DP协议与西门子PLC的稳定适配,搭配ETHERNET/IP对空压机、水泵、除尘器等设备的灵活调度
2025-06-25 15:03:15347 视频推荐在ZIO系列插板式模组系统中,EtherCAT分布式供电如同设备的血液循环网络,其供电稳定性直接决定系统可靠性。本文将从电流计算到电源扩展,为您讲解EtherCAT分布式供电该如何实现
2025-06-18 11:38:26532 
插板式模组是ZLG致远电子开发的可灵活设计的远程I/O扩展模块,可通过定制化底板集成各类接口,搭配多种功能模块,那它们的稳定性能得到保证吗?本文来讲一讲插板式模组经历的那些“地狱测试”。九大测试为
2025-06-17 11:36:04605 在新型工业化与能源转型的浪潮中,企业如何培养“新质”人才?产教融合究竟该怎么落地实践?
2025-06-13 15:36:18693 大型系统的控制需求,ZLG致远电子推出了插板式模组。用户按需制作分线底板,从站板插在底板上通过EtherCAT网络级联,最大支持255个节点。驱动16组灯泡也是采
2025-06-13 11:34:12520 工业设备控制需多种模拟信号,如振动测试的正弦波、线性变化的三角波等。手动生成复杂波形费时费力。本文介绍用插板式模拟输出模块搭配TwinCAT主站,轻松精准输出波形,提高测试控制效率。ZIOC插板式
2025-06-12 11:43:15506 BK控制变压器作为单相隔离变压器,在电气控制领域应用广泛,但其在使用过程中暴露出的问题却令人头疼。当电气控制设备厂家采购了低价劣质的BK控制变压器时,一系列问题接踵而至。电压不稳定就像一颗“定时炸弹
2025-06-11 17:20:25553 
你是否也在为电气控制设备频繁故障而烦恼?BK控制变压器在机床控制和动力设备供电中扮演着关键角色,但现实情况却不容乐观。许多电气控制设备厂家为了降低成本,采购了低价劣质的BK控制变压器。运行过程中
2025-06-10 10:24:34425 
在水泥厂的生产流程中,工业自动化网关起着至关重要的作用,尤其是JH-DVN-RTU疆鸿智能Devicenet转Modbus rtu协议转换网关,为水泥厂实现高效生产与精准控制提供了有力支持。 水泥厂
2025-06-09 15:27:25418 
,使得能源供需矛盾对水泥厂的生产稳定性与成本控制影响越来越大。 近年来,物联网、大数据、云计算等信息技术飞速发展,为水泥厂能耗管理的革新提供了坚实的技术基础,为能源管控提供全面的数据支持。对此,物通博联提供
2025-05-28 17:36:29513 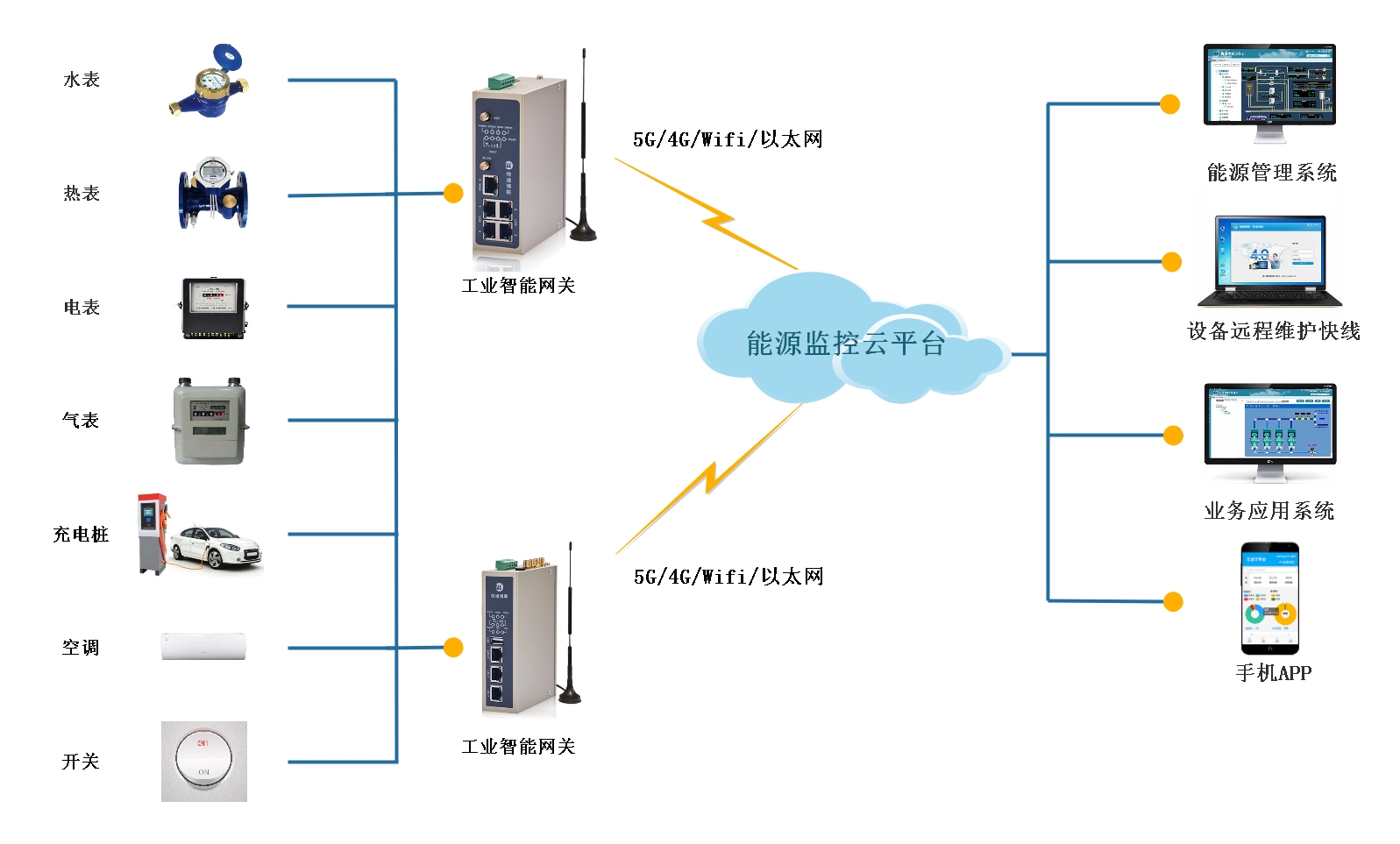
智慧路灯单灯控制器技术全解析,路灯节能改造合同能源首选
2025-05-28 09:55:04986 
2025年5月15-17日,以“聚焦装运新赛道,构筑数智新优势”为主题的2025年中国水泥协会装运分会年会暨第五届全国水泥行业绿色智能化装运输送计量系统技术交流会在合肥隆重召开。作为水泥行业智能化
2025-05-23 17:47:361099 
此前,2025年5月15-17日,以“聚焦装运新赛道,构筑数智新优势”为主题的2025年中国水泥协会装运分会年会暨第五届全国水泥行业绿色智能化装运输送计量系统技术交流会在合肥隆重召开。
2025-05-23 16:20:36709 在水泥行业的自动化生产进程中,高效稳定的通信网络是提升生产效率和产品质量的关键要素。随着工业自动化的不断发展,不同通信协议的设备协同工作变得愈发重要。在这一背景下,JH-ECT009疆鸿智能
2025-05-22 14:34:52244 
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-20 17:12:36
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-20 17:06:05
的文字说明,以便图文对照。全文在电气控制线路图的绘制中采用最新国家标准规定的电气图形符号及文字符号,并附有新旧符号对照表。
纯分享贴,有需要可以直接下载附件获取完整资料!
(如果内容有帮助可以关注、点赞、评论支持一下哦~)
2025-05-17 15:40:46
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-15 16:20:14
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-15 16:18:49
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-15 16:16:48
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-15 16:11:18
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-15 16:08:12
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-15 15:58:31
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-15 15:35:42
纯分享帖,需要者可点击附件免费获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-05-15 15:11:09
引言:主机厂交付周期之痛 在汽车制造行业,订单交付周期直接关系到客户满意度、库存成本和市场竞争力。然而,许多主机厂仍面临生产计划混乱、物料供应不稳定、排产效率低下等问题,导致交付周期漫长,甚至
2025-05-09 15:52:05545 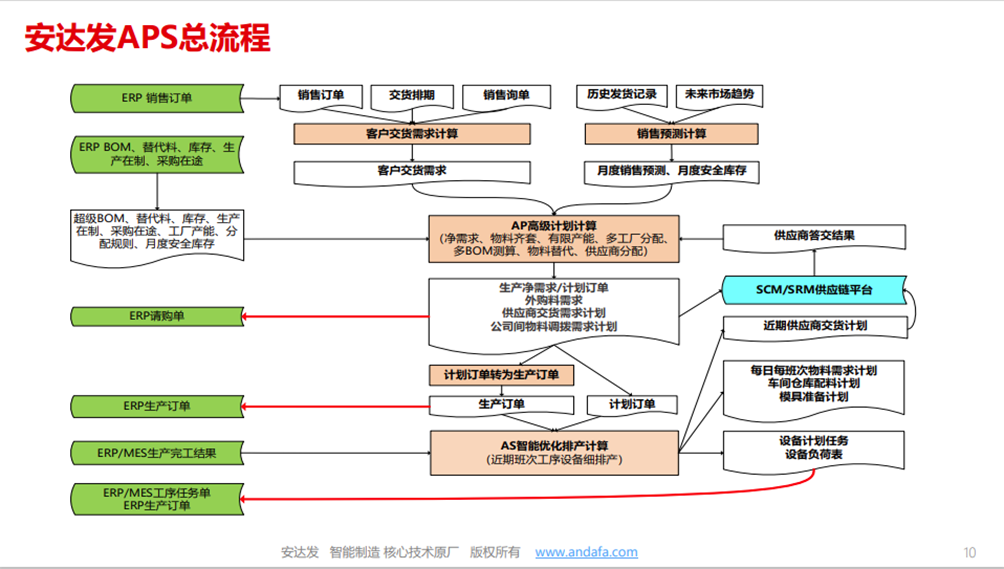
矩负载:如传送带、起重机等,负载转矩与转速无关。此类负载需选择过载能力强的变频器,额定输出电流应大于电机额定电流的110%。例如,某水泥厂输送带改造案例中,选用矢量控制型变频器,通过提升低频转矩响应(0.5Hz时达150%额定转矩)
2025-04-25 15:36:201171 
此前,4月22日-24日,2025年中原电气论坛在许昌隆重举行,本次论坛以“新型电力系统—创新、融合与可持续发展”为主题,森源电气作为电气设备全产业链供应商,携智慧电力系统解决方案参加本次盛会。
2025-04-25 14:01:56854 由中国建筑材料联合会、海螺集团、华为联合举办的水泥建材人工智能大模型成果发布会在安徽芜湖成功举办,这是水泥建材行业首个大模型,在行业数字化转型进程中具有里程碑意义。340多位政府领导、行业专家、企业代表以及媒体记者参加了本次发布会,并对白马山水泥厂和芜湖海螺等大模型应用示范基地进行参观调研。
2025-04-25 11:09:04835 带来的误差和损伤,同时测量过程迅速,不会因测量动作复杂而拖慢产线。像一些易形变、高温的胶管,非接触式测径仪能高效完成测量,不影响产线正常流动。
自动剔除与反馈控制
集成PLC或工业控制系统,实时比对检测
2025-04-24 16:22:31
系统接地和保护接地是电气安全领域中的两个重要概念,它们在电气系统的设计和运行中起着至关重要的作用。以下是对这两种接地方式的详细解释: 一、系统接地(工作接地) 1. 定义: ● 系统接地是指发电机
2025-04-23 17:32:402621 
一、实际场景与问题 某大型冷冻食品生产企业拥有多条自动化产线,涵盖原料预处理、加工成型、速冻、包装等多个环节,各环节设备均通过PLC进行自动化控制。但在数字化转型改造中,企业面临一系列棘手问题。 1
2025-04-18 15:19:15439 。在实际应用中往往沿用以前6+1线制的方式,从电气控制柜引出6+1线到电机上,来实现电机的启动转换方式。笔者根据现场接线、布线的实际应用,这种方式的不足之处如下:①增大了电气控制柜的尺寸;②现场布线
2025-04-17 22:33:54
控制方式在水泥厂应用的探讨.pdf
【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-04-14 21:30:47
纯分享帖,需要者可点击附件获取完整资料~~~【免责声明】本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!
2025-04-08 16:57:32
纯分享帖,需要者可点击附件获取完整资料~~~
(免责声明:本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,删除内容!)
2025-04-08 16:37:48
据台媒报道,台积电在4月2日举行了 AP8 先进封装厂的进机仪式;有望在今年末投入运营。据悉台积电 AP8 厂购自群创;是由群创光电南科四厂改造而来,原是群创光电的一座 5.5 代 LCD 面板厂
2025-04-07 17:48:502079 ZLG致远电子全新插板式系列模组,以小巧体积、高效安装和灵活组网三大优势,助力工业自动化升级。本文将带您快速了解其核心亮点及应用价值。ZIO系列插板式模组ZLG致远电子推出全新插板式系列模组,为
2025-04-01 11:37:12759 Modbus/Profinet协议;
13路PWM输出精准控制伺服电机,10位ADC实时采集传感器数据;
QSPI接口扩展NOR Flash,读写速度提升至108MHz。
应用场景与收益:
智能产线改造
2025-03-21 14:22:57
迫切。工信部发布《板式家具企业能效监测与评价方法》指出,板式家具企业如何进行能耗监测、如何对监测数据进行评价,对于推动我国板式家具行业走绿色健康发展道路有重要意义。 家具厂的能耗主要来源于生产系统(开料、冷压
2025-03-13 15:51:18736 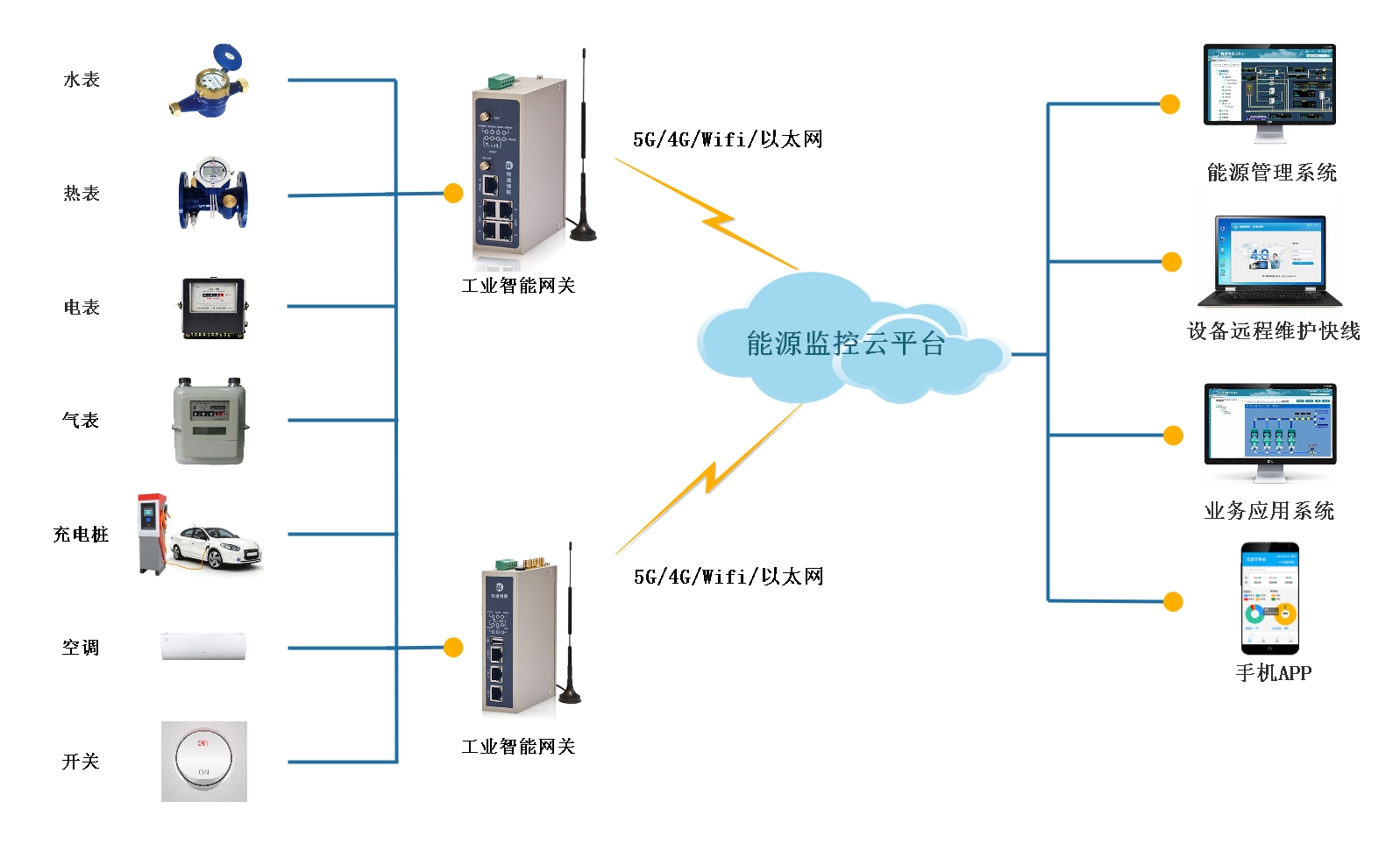
与控制系统,还可进行联动实现闭环控制。并且在突发状况时,工程师可远程调整参数或启停设备,避免停机损失,保障产线24小时不间断运转。
3、能效优化——每年节省大量成本
自动化采集,智能化管理,减少各种损耗
2025-03-13 15:22:09
一、系统架构与核心功能 水泥厂作为高耗能行业,其能耗主要集中在原料处理、窑头窑尾煅烧、余热发电等环节。基于数之能能源管理平台的物联网系统解决方案,通过“数据采集网络传输智能分析优化决策”的闭环架构
2025-03-06 10:48:41660 
,有效提升了水泥生产过程的质量控制能力。本文将深入探讨水泥拌合站质量监测管理系统在提升水泥生产质量方面的关键作用。 1、水泥站管理要求与质量监测的必要性 水泥生产过程中,拌合站需要严格按照生产工
2025-02-23 09:56:32623 
随着建筑行业的快速发展,水泥作为基础建设的核心原材料之一,其质量直接影响到工程的安全性与耐久性。为了确保水泥的生产质量,水泥拌合站的质量管控变得愈加重要。传统的人工质量管理方式往往无法
2025-02-20 14:20:23548 ,是国家对老房改造工作的高度重视。老房改造不仅关乎城市面貌的焕新,更是提升居民生活质量、实现社会公平与民生保障的重要途径。 然而,在老房改造的众多挑战中,电线安全问题尤为突出。许多老旧房屋中的电线因年代久远而老化、破损,不仅
2025-02-18 14:04:22572 
电气控制、机械调整和软件编程三个方面。 一、电气控制 伺服电机的电气控制是改变电机方向的主要方法之一。伺服电机通常采用三相交流电供电,通过改变供电相序,可以实现电机的正反转。具体步骤如下: 1.1 断开电源:在进行电气控
2025-02-12 11:07:522633 近日,小米集团创始人雷军现身小米汽车工厂,表示将与制造团队深入探讨,在确保产品质量和生产安全的前提下,如何实现小米汽车进一步提产。 回顾小米汽车产能发展历程,去年 6 月工厂启动双班生产模式,日产
2025-02-08 11:32:331178 随着建筑行业的快速发展,水泥混凝土作为基础建设的关键材料,其质量控制对工程项目的成功至关重要。水泥混凝土拌合站作为混凝土生产的重要环节,其管理水平直接影响到混凝土的质量和工程的进度。传统
2025-02-07 15:58:38640 在高速公路建设过程中,水泥拌合站的管理是一个至关重要的环节。水泥拌合站管理系统的引入,不仅大大提高了水泥拌合站的工作效率,还提升了资源利用率,降低了人工成本,确保了施工质量的稳定性。随着
2025-02-06 15:47:20488 
接触器作为电气控制系统中不可或缺的元件,其核心功能在于通过小电流控制大电流负载的通断,从而实现对电动机、电容器、电阻炉和照明器具等电力负载的远程操控。本文将从接触器的工作原理、小电流控制大电流
2025-02-05 16:33:002188 一、引言 电气原理是电气工程和电子工程领域的基础理论,它涉及电流、电压、电阻等基本概念以及它们之间的关系。在这些概念中,欧姆定律无疑是最为核心和基础的一个。欧姆定律揭示了电流、电压和电阻之间的定量
2025-02-01 10:29:002749 近日,深圳中民时代广场中央空调节能改造项目顺利通过了验收。在项目验收现场,大冲能源的工作人员以严谨细致的态度,认真核对每一项指标,确保改造效果达到最佳状态。此次改造不仅满足了业主对节能降耗的迫切需求,更为推动低碳节能环保事业做出了积极贡献。
2025-01-13 14:48:08963 在公路建设中,水泥拌合站质量监测管理系统是确保工程质量、提高施工效率、降低风险的关键技术工具。随着公路建设规模的扩大和技术要求的提升,水泥拌合站的质量监测已成为公路工程管理的重要组成部分
2025-01-13 09:42:40631 
C水泥型防震基座与钢结构防震基座有以下区别:
2025-01-08 15:10:43598 
控制系统在住宅、商业综合体建筑中的应用及其在未来的发展趋势,以期为相关研究提供参考。 关键词:智能照明控制系统;民用建筑;电气系统 0、引言 智能照明系统通常由信号输入及控制单元等组成。在实际的建筑工程开展阶段,
2025-01-07 15:14:14818 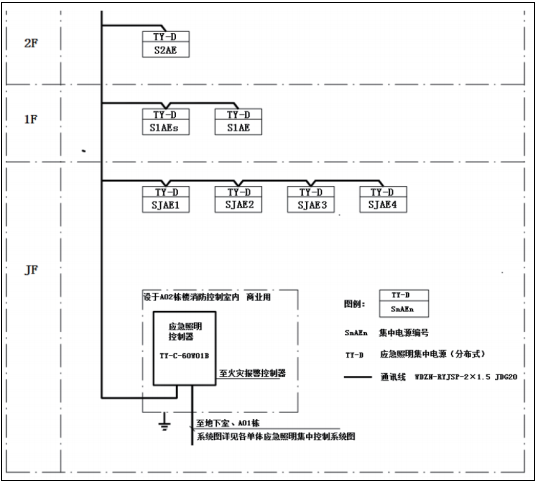
与实用性于一体的检测设备,正逐渐成为众多产线不可或缺的一部分。
在线测径仪以其高效、精确的测量能力,为产线带来了显著的效率提升。在以往的生产过程中,人工测量不仅耗时费力,而且误差较大,难以满足现代工业
2025-01-07 14:20:34
 电子发烧友App
电子发烧友App










 工商网监
工商网监
评论