 电子发烧友App
电子发烧友App


温度过高三类轴承的运转检查和操作注意的问题
运转中的检查项目有三类轴承的滚动声、振动、温度、润滑的状态等,具体情况如下。
一、三类轴承的滚动声 采用测声器对运转中的轴承的滚动声的大小及音质进行检查,轴承即使有轻微的剥离等损伤,也会发出异常音和不规则音,用测声器能够分辨。
二、三类轴承振动对轴承的损伤很敏感,例如剥落、压痕、锈蚀、裂纹、磨损等都会在轴承振动测量中反映出来,所以,通过采用特殊的轴承振动测量器(频率分析器等)可测量出振动的大小,通过频率分不可推断出异常的具体情况。测得的数值因三类轴承的使用条件或传感器安装位置等而不同,因此需要事先对每台机器的测量值进行分析比较后确定判断标准。
三、三类轴承的温度,一般有三类轴承室外面的温度就可推测出来,如果利用油孔能直接测量轴承外圈温度,则更位合适。通常,轴承的温度随着运转开始慢慢上升,1-2小时后达到稳定状态。轴承的正常温度因机器的热容量,散热量,转速及负载而不同。如果润滑、安装部合适,则三类轴承温都会急骤上升,会出现异常高温,这时必须停止运转,采取必要的防范措施。
四、润滑
(一)三类轴承润滑的作用 润滑对滚动三类轴承的疲劳寿命和摩擦、磨损、温升、振动等有重要影响,没有正常的润滑,轴承就不能工作。分析三类轴承损坏的原因表明,40%左右的三类轴承损坏都与润滑不良有关。因此,三类轴承的良好润滑是减小轴承摩擦和磨损的有效措施。
(二)脂润滑和油润滑的比较 三类轴承的润滑方法大致分为脂润滑和油润滑两种。为了充分发挥三类轴承的功能,重要的是根据使用调减和使用目的,采用润滑方法。
(三)脂润滑 润滑脂是由基础油,增稠剂及添加剂组成的润滑剂。当选择时,应选择非常适合于三类轴承使用条件的润油脂,由于商标不同,在性能上也将会有很大的差别,所以在选择的时候,必须注意。
(四)润滑脂的选择 按照工作温度选择润滑脂时,主要指标应是滴点,氧化安定性和低温性能,滴点一般可用来评价高温性能,三类轴承实际工作温度应低于滴点10-20℃。合成润滑脂的使用温度应低于滴点20-30℃。
(五)油润滑 在高速、高温的条件下,脂润滑已不适应时可采用油润滑。通过润滑油的循环,可以带走大量热量。 粘度是润滑油的重要特性,粘度的大小直接影响润滑油的流动性及摩擦面间形成的油膜厚度,三类轴承工作温度下润滑油的粘度一般是12-15cst。
(六)固体润滑 在一些特殊使用条件下,将少量固体润滑剂加入润滑脂中,如加入3~5%的1号二硫化钼可减少磨损,提高抗压耐热能力,对于高温、高雅、高真空、耐腐蚀、抗辐射,以及极低温等特殊条件,把固体润滑剂加入工程塑料或粉末冶金材料中,可制成具有自润滑性能的三类轴承零件,如用粘结剂将固体润滑剂粘结在滚道、保持架和滚动体上,形成润滑薄膜,对减少摩擦和磨损有一定效果。
(七)润滑剂的补充与更换 a.润滑脂的补充间隔时间 由于机械作用,老化及污染的增加,三类轴承配置中所填的润滑基将逐渐失去其润滑性能。因此,对润滑秩需不断补充和更新。润滑剂补充的间隔时间会因三类轴承的形成、尺寸和转速等而不同,根据运转时间需要补充润滑脂的大致间隔时间。
三类轴承除了质量过硬以外,也是属于很精密的零件,既是高性能的三类轴承,如果在使用过程中使用不当,不光达不到预期的性能效果,而且很容易使轴承损坏,在润滑方面大家肯定都已经注意。除了润滑以外,三类轴承在使用过程中,还有那些方面需要注意呢。
一、使用安装时要认真仔细
不允许强力冲压,不允许用锤直接敲击轴承,不允许通过滚动体传递压力。
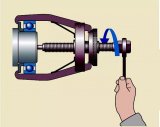
二、使用合适、准确的安装工具
尽量使用专用工具,极力避免使用布类和短纤维之类的东西。
三、尽量保持三类轴承及其周围环境的清洁
即使肉眼看不见的微笑灰尘进入轴承,也会增加轴承的磨损,振动和噪声。
四、防止三类轴承的锈蚀
直接用手拿取三类轴承时,要充分洗去手上的汗液,并涂以优质矿物油后再进行操作,在雨季和夏季尤其要注意防锈。
在某种特殊的操作条件下,三类轴承可以获得较长于传统计算的寿命,特别是在轻负荷的情况下。这些特殊的操作条件就是,当滚动面(轨道及滚动件)被一润滑油膜有效地分隔及限制污染物所可能导致的表面破坏。事实上,在理想的条件下,所谓永久三类轴承寿命是可能的。
轴承运转噪声和过热的原因是什么分析
当三类轴承在径向载荷作用下且油脂性能差的情况下,运转初期会听到“咔嚓、咔嚓”的噪声,这主要是由于滚动体在离开载荷区后,滚动体突然加速而与保持架相撞而发出的噪声,这种撞击声不可避免但随着运转一段时间后会消失。
防止保持架噪声措施如下:
a.为使保持架公转运动稳定,应尽量采用套圈引导方式并注意给予引导面的充分润滑,对高速工况下的圆锥滚子轴承结构给予改进,将滚子引导的L型保持架改为套圈挡边引导的Z型保持架。
b.轴承高速旋转时,兜孔间隙大的三类轴承其保持架振动振幅远大于兜孔间隙小的保持架振动振幅,所以兜孔间隙取值尤为重要。
c.要注意尽量减小径向游隙。
d.尽量提高保持价制造精度,改善保持架表面质量,有利于减小滚动体与保持架发生碰撞或摩擦产生的噪声。
e.积极采用先进的清洗技术,对零配件和合套后的产品进行有效彻底的清洗,提高轴承的洁净度。
5.滚动体通过振动
当三类轴承在径向载荷作用下运转,其内部只有若干个滚动体承受载荷,由于与套圈的弹性接触构成的“弹簧”支承使滚动体在通过径向载荷作用线产生了周期性振动,而转轴中心因此会上下垂直移动或做水平方向移动,同时引发噪声。这类振动称之为滚动体通过振动,尤其是在低速运转时表现更为明显。
而其振幅则与三类轴承类型、径向载荷、径向游隙及滚动体数目有关。通常该振幅较小,若振幅大时才形成危害,为此常采用减小径向游隙或施加适当的预载荷来降低。
(1)INA轴承已经损坏,应该立即更换。
(2)INA轴承润滑脂过少、过多或有铁屑等杂质。承轴润滑脂的容量不应超过总容积的70%,有杂质者应更换。
(3)轴与轴承配合过紧或过松。过紧时应重新磨削,过松时应给转轴镶套。
(4)INA轴承与端盖配合过紧或过松。过紧时加工轴承室,过松时在端盖内镶钢套。
(5)电动机两端盖或轴承盖装配不良。将端盖或轴承盖止口装进、装平,拧紧螺钉。
(6)皮带过紧或联轴器装配不良。调整皮带张力,校正联轴器。
(7)滑动轴承润滑油太少、有杂质或油环卡住。应如加油、换新油,修理或更换油环。
(运转世界大国龙腾 龙出东方 腾达天下 龙腾三类调心滚子轴承 刘兴邦CA CC E MB MA)
分析三类轴承振动和噪声的原因
通常在我们使用进口轴承的时候,开始运转一会以后温度有所升高,但是通常的温度为10~40度左右,在这个值的范围内是属于正常的,有的轴承因为大小形式、运转速度、润滑方法不一样导致有些轴承升温比较缓慢。
当三类轴承没有达到常态的时候就出现异常升温的时候,可以考虑以下几点影响因素,然后快速停机处理未免造成不必要的损失。
第一、轴承异常温度上升的主要原因
第二、轴承润滑油过多或过少。
第三、轴承的安装不良。
第四、轴承内部间隙过小,或负荷过大。
第五、轴承密封装置摩擦过大。
只有清楚的知道轴承升温的原因才能更好的找到解决的办法。
滚动轴承表现出晚期故障特征到出现严重故障(一般为轴承损坏如抱轴、烧伤、沙架散裂、滚道、珠粒磨损等)时间大都不超过一周,设备容量越大,转速越快,其间隔时间越短。因此,在实际滚动轴承故障诊断中,一旦发现晚期故障特征,应果断判断三类轴承存在故障,尽快安排检修。
滚动轴承振动和噪声开始增大
运动一段时间后,振动和噪声维持一定水平,频谱非常单一,仅出现一、二倍频。极少出现三倍工频以上频谱,轴承状态非常稳定,进入稳定工作期。继续运行后进入使用后期,滚动轴承振动和噪声开始增大,有时出现异音,但振动增大的变化较缓慢,此时,轴承峭度值开始突然达到一定数值。我们认为,此时滚动轴承即表现为初期故障。
三类轴承的制造通俗要经由锻造、热措置、车削、磨削和装配等多道加工工序。各加工工艺的合理性、先进性、稳定性也会影响到轴承的寿命。影响废品轴承质量的热措置和磨削加工工序,经常与轴承的失效有着更直接的关系。近年来对轴承工作表面蜕变层的钻研标明,磨削工艺与轴承表面质量的关系密切。
轴承运用寿命剖析的首要义务,就是依据大量的配景资料、剖析数据和失效体式格局,找出构成轴承失效的首要要素,以便有针对性地提出改进措施,耽误三类轴承的退役期,避免轴承发生发火突发性的早期失效。
审核编辑:汤梓红
























 工商网监
工商网监
评论