 电子发烧友App
电子发烧友App



数控等离子切割机是利用高温喷射出的高速气流离子化,形成导电体。当电流通过时,该导气体即形成高温等离子电弧,再利用电弧的热量并借助高速等离子气流来完成 切割的一种加工方法。实际操作切割时,影响到工件加工效果的好坏除了等离子电弧稳定性、数控火焰切割机速度以及数控切割机行走精度等因素外,最大影响因素即数控等离子切割机的割枪的喷嘴高度的控制及调节。
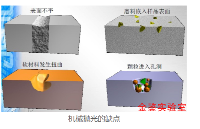
割炬高度是指喷嘴端面与切割表面的距离。正常情况下我们一般用切割割炬高度的控制来调节割缝精度。在切割过程中,割炬的高度是等离子弧长的一部分,弧长的高低都会对切割割缝产生影响。因为数控等离子切割机一般使用横流或陡降外特征的电源,一旦喷嘴高度变高了,同时电流几乎没变化,此消彼长,弧长就会增长,继而增加电弧电压,最终提高了电弧功率,而且同时暴露在外的弧长也会增长,弧柱损失的能量增多,再切割时,切割射流的吹力就会减弱,切割能力就会降低很多,切割完后就会发展切口下部会有很多残熔渣,上部边缘熔化时间久了就会出现圆角等。而且切割过程中,射流直径在离开枪口后是向外膨胀的,割炬喷嘴高度的增加势必会加大切口宽度,最终影响切割速度和切割质量的好坏。
为了避免以上问题的出现控制好数控等离子切割机割炬高度,尽量选用小的喷嘴高度,这样做不仅可以提高切割速度还可以确保切割完的产品质量,但是切忌喷嘴高度不能过低,否则会出现双狐现象。也可以选择陶瓷外喷嘴,使用这种喷嘴最大的好处就是喷口端面直接接触被切割表面,不需要控制高度,切割出的产品质量也很好。
山东高创科技专注火焰切割机、 数控切割机、便携式切割机、等离子切割机性的研发与生产。








































 工商网监
工商网监
评论