完善资料让更多小伙伴认识你,还能领取20积分哦,立即完善>
标签 > 电火花加
电火花加工是指在一定的介质中,通过工具电极和工件电极之间的脉冲放电的电蚀作用,对工件进行加工的方法。
电火花加工是指在一定的介质中,通过工具电极和工件电极之间的脉冲放电的电蚀作用,对工件进行加工的方法。电火花加工是20世纪40年代开始研究并逐步应用于生产的一种利用电、热能进行加工的方法。
工作原理
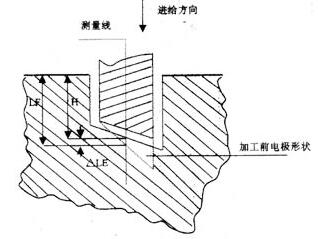
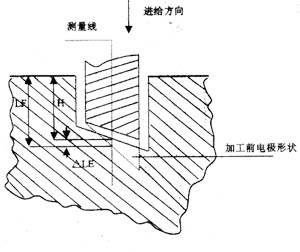
进行电火花加工时,工具电极和工件分别接脉冲电源的两极,并浸入工作液中,或将工作液充入放电间隙。通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电。在放电的微细通道中瞬时集中大量的热能,温度可高达一万摄氏度以上,压力也有急剧变化,从而使这一点工作表面局部微量的金属材料立刻熔化、气化,并爆炸式地飞溅到工作液中,迅速冷凝,形成固体的金属微粒,被工作液带走。这时在工件表面上便留下一个微小的凹坑痕迹,放电短暂停歇,两电极间工作液恢复绝缘状态。紧接着,下一个脉冲电压又在两电极相对接近的另一点处击穿,产生火花放电,重复上述过程。这样,虽然每个脉冲放电蚀除的金属量极少,但因每秒有成千上万次脉冲放电作用,就能蚀除较多的金属,具有一定的生产率。 在保持工具电极与工件之间恒定放电间隙的条件下,一边蚀除工件金属,一边使工具电极不断地向工件进给,最后便加工出与工具电极形状相对应的形状来。因此,只要改变工具电极的形状和工具电极与工件之间的相对运动方式,就能加工出各种复杂的型面。工具电极常用导电性良好、熔点较高、易加工的耐电蚀材料,如铜、石墨、铜钨合金和钼等。在加工过程中,工具电极也有损耗,但小于工件金属的蚀除量,甚至接近于无损耗。工作液作为放电介质,在加工过程中还起着冷却、排屑等作用。常用的工作液是粘度较低、闪点较高、性能稳定的介质,如煤油、去离子水和乳化液等。
电火花加工是指在一定的介质中,通过工具电极和工件电极之间的脉冲放电的电蚀作用,对工件进行加工的方法。电火花加工是20世纪40年代开始研究并逐步应用于生产的一种利用电、热能进行加工的方法。
工作原理
进行电火花加工时,工具电极和工件分别接脉冲电源的两极,并浸入工作液中,或将工作液充入放电间隙。通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电。在放电的微细通道中瞬时集中大量的热能,温度可高达一万摄氏度以上,压力也有急剧变化,从而使这一点工作表面局部微量的金属材料立刻熔化、气化,并爆炸式地飞溅到工作液中,迅速冷凝,形成固体的金属微粒,被工作液带走。这时在工件表面上便留下一个微小的凹坑痕迹,放电短暂停歇,两电极间工作液恢复绝缘状态。紧接着,下一个脉冲电压又在两电极相对接近的另一点处击穿,产生火花放电,重复上述过程。这样,虽然每个脉冲放电蚀除的金属量极少,但因每秒有成千上万次脉冲放电作用,就能蚀除较多的金属,具有一定的生产率。 在保持工具电极与工件之间恒定放电间隙的条件下,一边蚀除工件金属,一边使工具电极不断地向工件进给,最后便加工出与工具电极形状相对应的形状来。因此,只要改变工具电极的形状和工具电极与工件之间的相对运动方式,就能加工出各种复杂的型面。工具电极常用导电性良好、熔点较高、易加工的耐电蚀材料,如铜、石墨、铜钨合金和钼等。在加工过程中,工具电极也有损耗,但小于工件金属的蚀除量,甚至接近于无损耗。工作液作为放电介质,在加工过程中还起着冷却、排屑等作用。常用的工作液是粘度较低、闪点较高、性能稳定的介质,如煤油、去离子水和乳化液等。
要点
(1)必须使工具电极和工件被加工表面之间经常保持一定的放电间隙,这一间隙随加工条件而定。如果间隙过大,极间电压不能击穿极间介质,因而不会产生火花放电;如果间隙过小,很容易形成短路接触,同样也不会产生火花放电。一般放电间隙应控制在1~100μm范围内,这与放电电流的脉冲大小有关。(2)必须采用脉冲电源。脉冲电源能使放电所产生的热量来不及传导扩散到其余部分,把每一次的放电点分别局限在很小的范围内,否则会像持续电弧放电那样,使表面烧伤而无法用做模具电极加工。(3)火花放电必须在绝缘的液体介质中进行。液体介质必须具有较高的绝缘强度,这样有利于产生脉冲性的火花放电。同时,液体介质还能把电火花加工过程中产生的金属屑、炭黑等电蚀产物从放电间隙中悬浮排除出去,并且对电极和工件表面有较好的冷却作用。通常采用煤油作为放电介质。(4)放电点的功率密度足够高。唯有这样,放电时所产生的热量才足以使工件电极表面的金属瞬时熔化或气化。[2]
特点
1)能加工任何导电材料。电火花加工中材料去除是靠放电时的电热作用实现的,材料的可加工性主要取决于材料的导电性及热学特性。2)适合加工低刚度工件及微细加工。由于可以将工具电极的形状复制到工件上,因此特别适合复杂表面工件的加工。3)电火花加工的表面由无数小坑和硬凸边组成,其硬度比机械加工表面硬度高,且有利于保护润滑油,在相同表面粗糙度下其表面润滑性和耐磨性也比机械加工表面好,特别适用于模具制造。4)然而,一般电火花加工的速度较慢。[3]
应用
(1)电火花穿孔穿孔加工是电火花加工中应用最广的一种,常用于加工型孔(圆孔、方孔、多边形孔、异形孔)、曲线孔、4qL、微孔等,例如冷冲模、拉丝模、挤压模、喷嘴、喷丝头上的各种型孔和小孔。穿孔的尺寸精度主要靠工具电极的尺寸和火花放电的间隙来保证,电极的截面轮廓尺寸要比预定加工的型孔尺寸均匀缩小一个加工间隙,其尺寸精度要比工件高一级,一般不低于IT7级,表面粗糙度值要比工件小,且直线度、平面度和平行度在100 mm长度上不大于0.01mm。(2)电火花型腔加工电火花型腔加工包括锻模、压铸模、挤压模、胶木模、塑料模等。型腔加工比较困难,主要因为是不通孔加工,金属蚀除量大,工作液循环和电蚀产物排除条件差,工具电极损耗后无法靠进给补偿;其次是加工面积变化大,并且由于型腔复杂,电极损耗不均匀,对加工精度影响很大,因此型腔加工生产率低,质量难保证。为了提高型腔的加工精度,在电极方面,要使用耐蚀性高的纯铜和石墨作电极。此外,一些小型塑料模具的表面磨砂处理也使用电火花加工。
电火花加工的加工速度
对于电火花成形机来说加工速度是指在单位时间内,工件被蚀除的体积或重量。一般用体积表示。若在时间 T内,工件被蚀除的体积为V,则加工速度Vw为:
Vw=V/t(mm 3 /min)
对于线切割机来说,加工速度是指在单位时间内,工件被切面积。即用 mm 2 /min来表示。
在规定表面粗糙度(如 Ra=2.5μm),相对电极损耗(如1%)时的最大加工速度,是衡量电加工机床工艺性能的重要指标。一般情况下,生产厂给出的是最大加工电流,在最佳加工状态下所能达到的最高加工速度。因此,在实际加工时,由于被加工件尺寸与形状的千变万化,加工条件,排屑条件等与理想状态相差甚远,即使在粗加工时,加工速度也往往大大低于机床的最大加工速度指标。

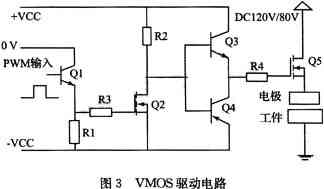
分立元件电路设计复杂,电路调试困难,基于单片机或者是32位的嵌入式CPU的脉冲电源性能有了...
 换一批
换一批
编辑推荐厂商产品技术软件/工具OS/语言教程专题
| 电机控制 | DSP | 氮化镓 | 功率放大器 | ChatGPT | 自动驾驶 | TI | 瑞萨电子 |
| BLDC | PLC | 碳化硅 | 二极管 | OpenAI | 元宇宙 | 安森美 | ADI |
| 无刷电机 | FOC | IGBT | 逆变器 | 文心一言 | 5G | 英飞凌 | 罗姆 |
| 直流电机 | PID | MOSFET | 传感器 | 人工智能 | 物联网 | NXP | 赛灵思 |
| 步进电机 | SPWM | 充电桩 | IPM | 机器视觉 | 无人机 | 三菱电机 | ST |
| 伺服电机 | SVPWM | 光伏发电 | UPS | AR | 智能电网 | 国民技术 | Microchip |
| 开关电源 | 步进电机 | 无线充电 | LabVIEW | EMC | PLC | OLED | 单片机 |
| 5G | m2m | DSP | MCU | ASIC | CPU | ROM | DRAM |
| NB-IoT | LoRa | Zigbee | NFC | 蓝牙 | RFID | Wi-Fi | SIGFOX |
| Type-C | USB | 以太网 | 仿真器 | RISC | RAM | 寄存器 | GPU |
| 语音识别 | 万用表 | CPLD | 耦合 | 电路仿真 | 电容滤波 | 保护电路 | 看门狗 |
| CAN | CSI | DSI | DVI | Ethernet | HDMI | I2C | RS-485 |
| SDI | nas | DMA | HomeKit | 阈值电压 | UART | 机器学习 | TensorFlow |
| Arduino | BeagleBone | 树莓派 | STM32 | MSP430 | EFM32 | ARM mbed | EDA |
| 示波器 | LPC | imx8 | PSoC | Altium Designer | Allegro | Mentor | Pads |
| OrCAD | Cadence | AutoCAD | 华秋DFM | Keil | MATLAB | MPLAB | Quartus |
| C++ | Java | Python | JavaScript | node.js | RISC-V | verilog | Tensorflow |
| Android | iOS | linux | RTOS | FreeRTOS | LiteOS | RT-THread | uCOS |
| DuerOS | Brillo | Windows11 | HarmonyOS |
关注我们的微信

下载发烧友APP

电子发烧友观察

版权所有 © 湖南华秋数字科技有限公司
长沙市望城经济技术开发区航空路6号手机智能终端产业园2号厂房3层(0731-88081133)
电子发烧友 (电路图) 湘公网安备43011202000918 工商网监
湘ICP备2023018690号-1
工商网监
湘ICP备2023018690号-1

