锂电池(Li-ion,Lithium Ion Battery):锂离子电池具有重量轻、容量大、无记忆效应等优点,因而得到了普遍应用——许多数码设备都采用了锂离子电池作电源,尽管其价格相对来说比较昂贵。锂离子电池的能量密度很高,它的容量是同重量的镍氢电池的1.5~2倍,而且具有很低的自放电率。此外,锂离子电池几乎没有“记忆效应”以及不含有毒物质等优点也是它广泛应用的重要原因。 另外请注意锂电池外部一般标有英文4.2V lithiumion battery(锂电池)或4.2V lithium secondary battery(锂二次电池)、4.2V lithiumion rechargeable battery(充电锂电池),所以用户在购买电池时一定要看清电池块外表的标志,防止因为没有看清电池类型而将镉镍、氢镍电池误认为锂电池。
我们知道,18650电池的外壳是钢壳,没有专用的电池点焊机,用电烙铁是很难焊接的。当然,现在也有强力的电池助焊剂,用它和普通的电烙铁就能很容易地焊接18650电池了。但这种强力助焊剂,是有腐蚀性的,不光对电池外壳和正极有腐蚀,对烙铁头也会有腐蚀。那么,在没有电池点焊机的情况下,如何焊接18650电池和电池组呢?下面,三哥以自己的实际操作经验,一步一步教你如何用电烙铁焊接18650电池和组装成电池组。
goot强力助焊剂,相信有不少电粉用过它来焊接电池。也可以用来焊接不锈钢。
长江2600mah的18650电池,为了加装保护板,用强电助焊剂和烙铁焊接,结果不久后电池正极生锈了!我的一支烙铁头也被腐蚀了,据说要用全铜的头来焊接,才不会腐蚀。

下面的方法不用强力助焊剂,只有电烙铁和焊锡就可以焊接18650电池。电烙铁用100W大功率的,很古老的木柄烙铁,相信有人没见过这种烙铁。

用无铅低熔点焊锡,据说还含银的,焊好的焊锡表面很光亮。
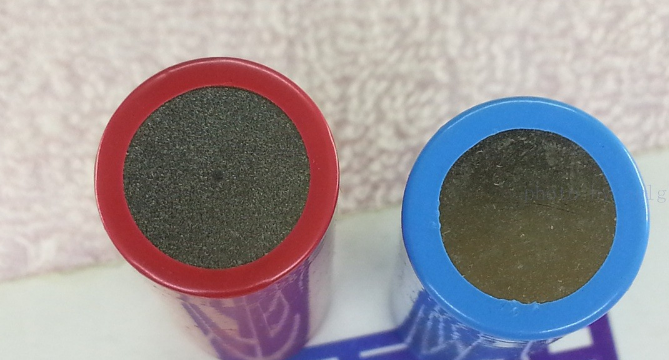
待焊接的18650电池,一节为三洋3350mah,一节为论坛试用的威克2000mah5C放电版(拿来做白老鼠)。

电池的负极。
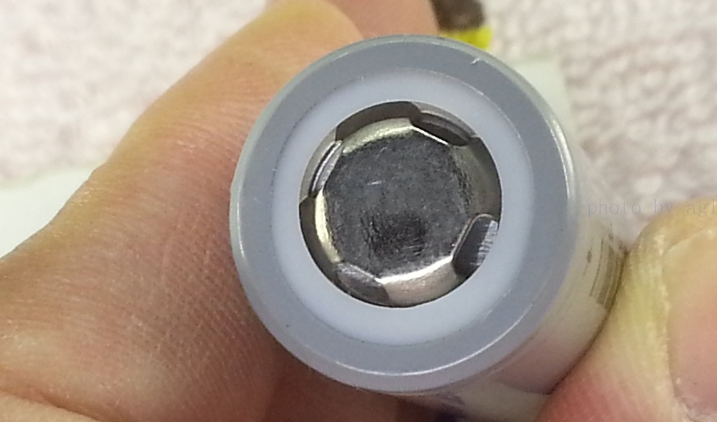
电池正极。
首先在电池两个极板需要焊接的地方用小刀刮去或磨去表面的氧化层。
最好用酒精清洗电池两极磨花的地方,然后点上一小点松香酒精溶液。


固定好电池,用电烙铁将焊锡点到电池的松香上,轻轻磨几下,焊锡就沾在电池电极上了。

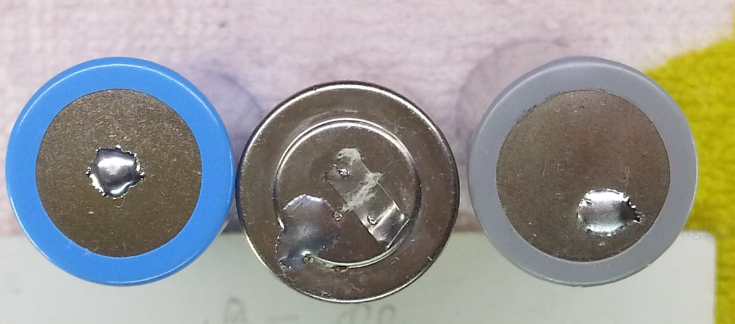
已上锡的电池正极,焊点光亮。



已上锡的电池负极,焊点光亮。


为了试验这个方法的能够对更多的18650电池有效,再拿两节电池来试验,下面这个是力神2500mah的动力电池。

一样打磨电池电极待上锡的地方。
这个是以前手电用的,拿来试验过放的,但无论电池放电电压低至1V,电池电压还能回升到3V,几次试验都没有坏,牛。这次也拿它来做焊接试验。
电池原来带保护板,两极原来点焊有镍片,这次只在负极的镍片之外的地方上锡。
已上锡的两节电池,助焊的松香还没有洗去。

用酒精洗去松香后的电池电极,上锡状态良好,焊点光亮。

电池上锡后,可以开始组装电池组了,下面是五节侍组装的三洋3350mah电池。组装电池组还需用青壳纸对电极进行绝缘处理,特别是正极更加要注意。辅助的材料还有双面胶和用CAD画好的绝缘片图纸。在TB上有责成的电池绝缘垫片,也可以购买责成的。无现成的自己做,一大张1.7mm厚的青壳纸才3元钱。

手头的镍片一时找不到,想到还有铜片,这个铜片厚0.3mm,比0.1mm的镍片过电流能力好多了,就决定用它了。

在剪好的铜带上对应电池焊接点的位置上好锡。

已上好锡的电池。
业余条件下没有专门的电池组焊接治具,用薄纸板代替也很好,两端用四个夹子夹紧。

粘上自制的绝缘片,用CAD画图时,一时大意,只按照标准的直径18去画,没有考虑电池外皮的厚度和组装的电池之间的微小间隙,绝缘片的尺寸与电池组不是很吻合,但安全性应该没有问题。

用电烙铁压在每个电池焊点对应的铜片点上,几秒钟后移走电烙铁,压坚铜带,待冷却后铜带就牢牢地固定在电池上了。根据表哥的建议,也可以在电铜带上钻小孔,小孔对准电池的焊接点,通过小孔焊接更容易,焊接后再磨平焊点。我的电烙铁功率大,无需在铜带上打孔就可以焊接得很好了。打孔焊接这个试验我就不做了。


焊接好的电池组(另一节电池到手后组成了六并的电池组)
焊接的细节。

测试电池组的容量。
将电池组安装到移动电池盒上,尺寸控制得很好。
移动电源充电电量为19620mah.
总结:经过试验,以上几种18650电池无需强力助焊剂就可以用锡焊接,解决了电粉们IDY中电池焊接难的一个难题。而且,焊接时用的助焊剂是松香,对电池电极无任腐蚀性。注意事项:在焊接时,不要让电池两极同时碰到金属物品造成短路,同时 ,焊接的速度要快,大约在三秒钟之内完成,焊锡能压下去后马上移开烙铁头,以免电池局部温度过高,发生意外。