第五道工序:正极片烘烤
分切完成后,需要进一步处理极片里的水分,水分过多会影响电池性能,水分过少会产生掉粉,同样影响性能。所以,这个车间的作用就在于让正极材料与基体间以最少的水分和谐相处。
第六道工序:卷绕机车间
一定长度的极片烘烤后被加上白色的隔膜后在这里缠绕成卷芯。由于负极需要包裹正极,中间还有隔膜,而正负极极片的差又要控制在零点几毫米内(零点几毫米内完成负极包裹正极与隔膜),因此,这里的自动化程度和精度进一步提高。目前的卷绕机速度为2秒/个。
第七道工序:装配线
这里是我们参观的生产车间内自动化程度最高的一个,已经完全可以做成关灯车间,完全不需要认为干预,其每分钟的装配量为130颗电池。据悉,这里是比克电池的第二代装配车间,第一代车间的装配量为每分钟60颗,预计在年底投入使用的新车间是第三代装配线,其装配量为每分钟220颗。
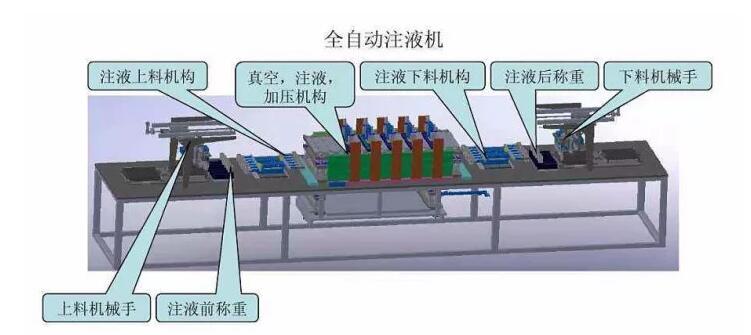
第八道工序:注液
这一车间也采用了无人操作的设计,主要是将电解液注入装配好的电池内,通过全自动的注液、称重来控制电解液注入量。如果电解液注入量过大,会导致电池发热甚至直接失效,如果注入量过小,则又影响电池的循环性。
第九道工序:正极帽盖焊接封口
将注液后的电池加上帽盖后进行焊接封口,虽然程序叫封口,但其实每个电芯在帽盖上都会设计一个安全阀,当电池发热量过大时,电芯上的安全阀会打开泄压,防止单颗电芯的故障影响电池模组甚至整个电池包和车辆的安全。至此,其实一颗电芯的生产就算完毕了,但由于动力电池的特殊性,这里还要增加一道工序。
第十道工序:喷码装盘
在这里,每颗电芯都会产生唯一身份证号码。日后如果出现故障,只要通过扫码就可以看到这颗电池的所有信息,谁家提供的原材料,在哪条生产线生产,生产过程中的一切环节都能做到有据可查,有可追溯性达到了100%。
至此,一颗电芯完成了其从原材料到成品的全过程,后面要做的就是筛选一致性,然后根据不同车企的需求来进行模组和Pack封装,直至最后装载于新能源车上为我们的出行提供更清洁更充沛的动力和更长的续航里程。
动力电池的应用
1、汽车和摩托车行业。主要是为发动机的起动点火和车载电子设备的使用提供电能;
2、工业电力系统。用于输变电站、为动力机组提供合闸电流,为公共设施提供备用电源以及通讯用电源;
3、电动汽车和电动自行车行业。取代汽油和柴油,作为电动汽车或电动自行车的行驶动力电源。