引言
电子学是工程学的一个重要分支, 它是一门关于为了有用的目的而对电子进行控制的学科。运用物理学的知识得知, 电子的流动可以在真空、气体、或液体中进行,也可以在固体中受限制地流动(半导体)、接近不受限制地流动(导体)、或完全不受限制地流动(超导体)。
当今, 电子产品正变得越来越复杂,工程技术人员总是力图将许多部件放在一个小小的“黑匣子”中。制造商总是想把大部分资金用在改善其生产设施,而只愿意留下很少一部分资金用于质量控制。最坏的情况是,大多数公司宁愿把他们的质量控制资金用于基本设备投资,例如购买新型扫描电子显微镜、透射电子显微镜,或是厄歇谱仪,只剩下很少一部分钱用来购买试样制备设备和消耗器材。一个众所周知的现象就是人们对试样制备的重要性一直不够重视。另一方面, 毫无疑问,最终产品的质量和可靠性取决于每个部件的性能。然而,这也总是电子工业的一个令人头痛的问题。对电子产品的截面进行金相检验是一种众所周知并通常广为接受的检验方法。
然而,大多数电子产品的金相技术人员可能面临的一个问题就是他们需要进行磨光和抛光的材料比预期的复杂和困难。他们也许从来没有学习过如何去处理多层基体材料,而他们在大学学习时只学过如何恰当地制备均匀的材料,例如钢、铜合金或铝合金。此外,他们还须面对设备很差的金相实验室,消耗器材的品种也很有限,并且使用所谓的“传统或常规方法”来制备先进的电子产品试样。
一般情况下,常规试样制备方法是从240#碳化硅砂纸开始,先进行磨成平面工序,接着使用600#、1200#砂纸,然后用0.3 μm 氧化铝进行粗抛光,以及0.05 μm 氧化铝在长绒毛织物上进行最终抛光,这样可获得光亮的表面。制备方法还可能因地而异,甚至还取决于实验室有哪些现成的消耗器材。当今,这种制备方法已经不适于用来制备先进材料。此外,他们也没有想到他们的试样是否好到足以和先进的显微镜或扫描电子显微镜相匹配。
在本文中,我们试图给出各种集成电路(IC)封装、引线连接,以及其它部件的试样制备方法。
比较好的试样制备方法
我们的出发点是避免产生更多的损伤。截面显微组织检验对于电子工业的质量控制和失效分析是一个有用的手段。但是在试样制备过程中,有时不可避免地会对试样施加应力、振动,或使之受热。当我们使试样增加某些额外的损伤时,要区分它是原始缺陷还是试样制备过程中带来的将是困难的。
切割

在切割样品以前,我们应当明确地知道,哪个目标区域是我们所要检验的,以及切割方向或取向。
电子封装包括铜引线支架、复合成型材料、硅线夹、金导线、钎料。 有些材料相当脆,使用高速切割机可能会带来更大的损伤。因此,使用Buehler 公司的ISOMETTM 型低切割机可以使切割损伤减至最小。除了切割机外,切割片的选用也非常重要。一般情况下,低浓度金刚石切割片(用LC 表示)适于切割硬而脆的材料,例如陶瓷、电子封装、半导体等,这是由于为了达到合理的切割速率,需要单颗金刚石磨料承受高负载。
图1 示出不同金刚石切割片中金刚石磨料的相对尺寸。图2 示出硅晶片切割表面的明视场显微组织照片。由图2c 可以看出,使用5LC 金刚石薄切割片可以获得最佳切割效果,但是在有些情况下,使用较细的磨料可能会使切割时间显著增长。为了切割IC 封装,10LC 系列切割片在合理的切割时间内能给出满意的结果。
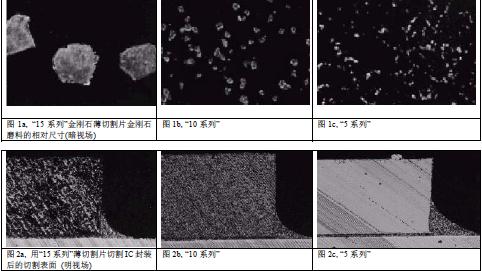
(注: 数字5、10、15 是金刚石磨料颗粒的相对尺寸,不是实际尺寸,例如“5”
不代表5 微米)
镶嵌
在电子产品试样制备中,镶嵌材料的选用也是一个重要的课题。毫无疑问,
热镶嵌方法不适于电子产品试样。如果试样中含有某些脆性材料,例如硅线
夹或陶瓷电容等,当受到压力和热时就会开裂;另外,当试样受到重压力时
产生分层现象也并非不常见。
另一方面,当我们选用冷镶嵌材料时,以下几点准则对我们会有帮助:
(1) 低峰值温度---为了避免引起热损伤。通常情况下,由于大多数电子产品试样对于受热相当敏感,因此我们不推荐使用峰值温度超过90°C 的镶嵌材料。另一方面,当我们将树脂与固化剂混合时,放热反应就开始了。热就会通过“连锁反应”连续产生。即使混合比例正确,如果二者的混合量太多,过热也会产生,它的粘度也会显著增加,镶嵌物将转为黄色并产生大量气泡。因此,镶嵌树脂混合物的体积不应超过150 毫升。
(2) 低收缩(或劈裂)---冷镶嵌材料固化时会产生收缩。这时在镶嵌材料与试样之间会产生缝隙,在试样进行磨光时,一些磨料(例如砂纸上的碳化硅颗粒)就可能会嵌入此缝隙中,在下一道工序中,这些磨料颗粒又会被拖出而在试样表面上产生一条深划痕;另一种情况,如果镶嵌材料与IC 封装成型材料之间的粘合是如此地好,以至于IC 封装的成型材料会被拉出而在成型材料与硅晶片之间产生缝隙。这一情况有点看起来似乎有点不寻常,但是对于“薄”的IC 封装(例如BGA 或TSOP),还是有可能产生的。如果这种情况的确发生,我们就无法断定它是原有的缺陷还是试样制备缺陷 (参看图3)
(3) 低粘度---它有助于填充细孔、孔隙、或凹进区域。
(4) 透明---操作者可以透过镶嵌树脂看到试样目标区域的准确位置。但是对于一些染色的或半透明镶嵌材料, 操作者必须估计应该磨到多深。对于关键试样, 例如用于失效分析的独一无二试样, 如果操作者磨光时超过目标点, 他们就会遇到很大的麻烦。
(5) 低磨耗因子---这一术语相当不常见, 它的单位是每分钟去除的(镶嵌)材料, 用微米/分钟表示, 它在一定程度上与硬度有关。数值高意味着磨光或抛光时能去除更多的材料, 反之亦然。众所周知, 电子产品试样中既含有硬材料, 也含有软材料。在硬材料中有像陶瓷填料那样硬的材料,在软材料中有像钎料球那样软的材料。如果使用具有高磨耗因子的镶嵌材料,经过抛光后,在软材料外边缘周围将会出现过度的浮凸,这些区域在显微镜下将难于清晰聚焦。
以下推荐三种用于电子产品试样的冷镶嵌材料:
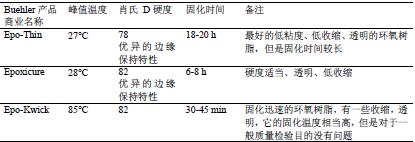
图3 镶嵌缺陷

磨光和抛光
这是试样制备过程中最困难的部分。切割后在截面上可以看到一些划痕。但是磨光和抛光不仅是为了去除切割划痕,同时还要去除隐藏的损伤和变形。
变形机制
一般说来,切割后产生的损伤有两种:
(1) 塑性变形 --- 产生于延性材料,例如铜、铝、锡锑合金。情况类似于硬度试验时产生的压痕,所不同的是,硬度压痕是点状缺陷,而划痕是线状缺陷。压痕附近区域也受到变形和应力的作用。这一隐藏的缺陷区不能代表材料的真实组织,因此应当通过磨光和抛光将其去除 (参看图4a)
(2) 脆性破坏 --- 产生于脆性材料,例如陶瓷、硅晶片等。其表面形成一些凹坑和裂纹。对于陶瓷封装,出现凹坑是一种良好的征兆,表示我们可以进行到下一道工序。如果凹坑的尺寸变得越来越小,表明我们正在去除损伤层。由于陶瓷封装是用烧结方法生产的,孔隙和孔洞就是原始组织的一部分。如果孔隙或凹坑的尺寸在重复同一工序数次后仍旧不变,这就意味着损伤层已经去除,我们就可以进行下一道工序了 (参看图4b)

有趣的分类方法
PGA (栅格阵列接脚), C-DIP (双列直插式陶瓷封装), LCC (无引线芯片架),TSOP (薄小外型封装), QFP (四方扁平封装), BGA (球栅阵列接脚) … 诸如此类为数众多的缩写术语和封装类型往往会使外行人感到迷惑。但是对于电子产品试样制备方法来说,我们只有两种类型:薄封装和厚封装。薄封装意味着在集成电路(IC)中使用的成型材料不太多,通常其体积分数小于30%。如果成型材料的体积分数超过30%,这种IC 封装就称为厚封装。铜引线支架、硅晶片、晶片连接材料、钎料等的磨光并不太困难。但是成型材料总是会给我们带来困难,这种材料中包含环氧树脂基体、氧化铝或氧化硅填料,这些填料是硬而脆的。试样磨光时,成型材料将在几分钟内把碳化硅砂纸磨耗掉。破碎的磨料不再具有尖锐的棱角,失去了去除材料的能力;更有甚者,过度的磨光还会使环氧树脂基体松弛,造成填料颗粒脱落并在试样与SiC 砂纸之间滚动,造成一些“点状”划痕。
更坏的情况是,破碎的磨料颗粒具有负迎角,遇到延性材料时很快就会变钝,不能起切割的作用,反而会与试样表面产生“磨蹭”,使试样表面变得光亮。不内行的人看起来,可能会误认为试样表面的磨光有了进展。实际上,总的残余损伤、变形、和应力反而增加了,我们将要看到的组织不再是正确的。由于大多数人对于成型材料的质量并不感兴趣,但是它的确会对质量检验过程带来麻烦。
在讨论集成电路封装的磨光和抛光以前。首先应当明确以下两点:
(1) 不要期望能够将所有的划痕去除
在高度不均匀的封装材料中,当硬材料中的划痕去除后,软材料中又会形成少量划痕,去除这些划痕是非常困难的。即使绝大部分区域都制备得相当完美,在金引线上还会有少量细划痕,可以在高放大倍数的显微镜下看到。
(2) 不要期望能得到一个完美的平坦表面
封装材料的硬度范围非常宽广,可以从50HV 直到数百HV。软材料去除得较快,但是硬材料的去除速率却相当慢,因此不可避免地会产生一定的浮凸。
厚封装的制备方法
注: 可以将2-3 %的氨水和过氧化氢与Mastermet 2 混合以提高抛光效果
半自动磨光/抛光机可用来制备IC 封装试样,磨光和抛光参数可以输入到机
器中。
使用上述方法开始时,可以用600# SiC 砂纸将试样磨到接近目标区。尽管我
们曾经提到过,SiC 砂纸对于去除成型材料并不那么有效,但是如果我们在
切割试样时,距离目标区能够准确到2 mm,所需去除的材料就不太多了,一
般情况下,一张600# SiC 砂纸足以完成此项任务。
对于厚封装,经过600#砂纸工序后,由于成型材料的体积分数较高,如果使用800/1200 号的SiC 砂纸继续磨光,成型材料中的氧化硅或氧化铝填料就会迅速将砂纸磨耗掉。这时就可以使用一种叫做Texmet 的多孔性磨光织物,它具有比较硬的表面并含有许多小孔,与之配合使用的是15μm 金刚石悬浮液,可以非常有效地去除硅晶片上的“碎裂损伤”并足以有效地磨去成型材料中的陶瓷填料。目前尚不清楚这种磨光织物工作的详细机制,但是从它的结构,我们可以设想金刚石磨料的颗粒可以从一个孔隙滚向另一个孔隙,当它从织物表面滚过时,会对试样产生直接的切割作用(参看图5)。这可能就是划痕的形貌从“碎裂损伤”转为“线性划痕”的原因。
经过了15μm 工序,可以使用Texmet 2500 型织物, 与之配合的是9μm 金刚
石悬浮液,这种织物与Texmet 1500 型织物类似,具有优异的保持夹杂物的
能力,但是前者更硬一些,因此可以避免过早产生浮凸。
最终抛光阶段可以使用Mastertex 型织物,这是一种短绒毛织物。长绒毛织物
容易产生严重的浮凸,试样与织物表面的摩擦力也较高,因此夹杂脱落的机
率也较高,尽管使用它可以获得比较光亮的表面。至于抛光悬浮液,二氧化
硅要比氧化铝粉末(悬浮液)的效果好。当大多数人声称,氧化铝是最好的
最终抛光介质,他们似乎忘记了,我们所使用的磨料应当比试样本身硬。成
型材料中的填料、硅晶片的硬度高于氧化铝颗粒的硬度,操作者必须花费更
长的时间来去除前一道工序的划痕,但是与此同时却造成了严重的浮凸。

“厚”封装的导线连接

图6c 用9 微米金刚石磨料在Texmet 2500 织物上磨光后, 200x
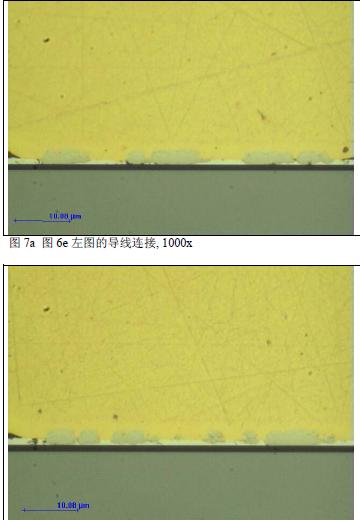
图7b 图6e 右图的导线连接, 1000x
(注: 在白色连接衬垫与金导线之间的灰色区域为金-铝金属间化合物层)
薄封装的制备方法
注: 可以将2-3 %的氨水和过氧化氢与Mastermet 2 混合以提高抛光效果
与厚IC 封装试样的制备方法相比较,只有很少的变化。在600# SiC 砂纸后,
使用800#和1200#号SiC 砂纸,这是由于薄封装试样中的成型材料对磨光效
率的影响不太大,因此可以使用粒度较细的SiC 砂纸,以获得良好的平整性
并且可以将前一道工序的绝大部分划痕去除。
磨光/抛光机
大多数有经验的金相技术人员声称,他们用双手可以比半自动机器制备出质
量更好的试样。这是一个可以争论十天的议题,即用哪一种方法制备试样更
好。然而,没有多少金相技术人员可以告诉你,用手可以对试样施加多少牛
顿的力,也许他们会说,大约有13 牛顿。如果你用大拇指按一下弹簧秤,你
就会发现13 牛顿的力并不如你所想象的那样轻。不同的金相技术人员对试样
施加的压力不尽相同,即使是同一位金相技术人员,对于相同试样的同一道
工序,他(或她)对试样施加的压力每天也不会相同。因此,半自动机器的
一个很大的优点就是每一道工序的压力都可以精确地进行调整。
另一方面,不同的试样需要磨去多深并不相同,因此电子产品试样应当采用
单独加载方式,这种加载方式具有灵活性,可以从试样夹持器中取出其中任
意一块试样而不会影响其它试样。
所有的工程师和金相技术人员都知道,当电动机工作时,它不仅在转动,还
会产生振动。我们用电动机来驱动磨光/抛光机的转盘。当我们在制备试样时,
除了有转盘的转动动作外,振动还会使试样受到一个随机向上的力,这时试
样中的夹杂产生脱落的机会就会大得多。因此,比较重的机器可以提高其稳
定性并有助于降低振动的振幅。
此外,电动机与转盘之间可以采用皮带轮或齿轮箱连接。多数人认为,皮带
轮是一种老式设计,齿轮箱则更先进。但是他们忘记了,来自电动机的振动可以通过齿轮箱传递到转盘,特别是当齿轮受到磨损、丧失其精度时。因此,尽管皮带轮看起来不那么先进,它的使用性能却优于齿轮箱。自动抛光头的设计也会影响试样制备结果。对它的要求和对抛光机机座的要求相似,即良好的稳定性并没有抖动。使用强度高的钢支架来制造抛光头可以获得良好的稳定性,气动制动器可以用来将抛光头与基座锁定以避免产生抖动。
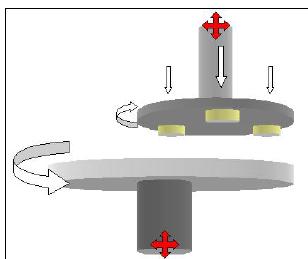
白色直箭头表示加在试样上的压力; 白色弯曲箭头表示转盘与抛光头的转动动作; 红色十字箭头表示振动和抖动动作
它看起来应当是什么样子?
当我们将试样制备完毕后,我们对自己提出的问题首先是,这是真实组织吗?多数人认为,金属间化合物层应当具有完美的外形、非常平行、没有空洞、没有间隙。金属间化合物层的任何缺失和不连续都是由于试样制备技术不好造成的,或者是由于半自动机器功率太大,使得一部分金属间化合物脱落,因此机器并不能取代有经验技术人员的工作,技艺要比机器更为重要。如果人们看一下图7a 和图7b, 他(她)可能会得出结论,即金属间化合物层呈不连续状。但是如果我们使用与薄封装试样的类似方法来制备另一块BGA 试样,如图8a 至8d 所示,你将会发现,认为这是试样制备不好造成的结论下得过早。
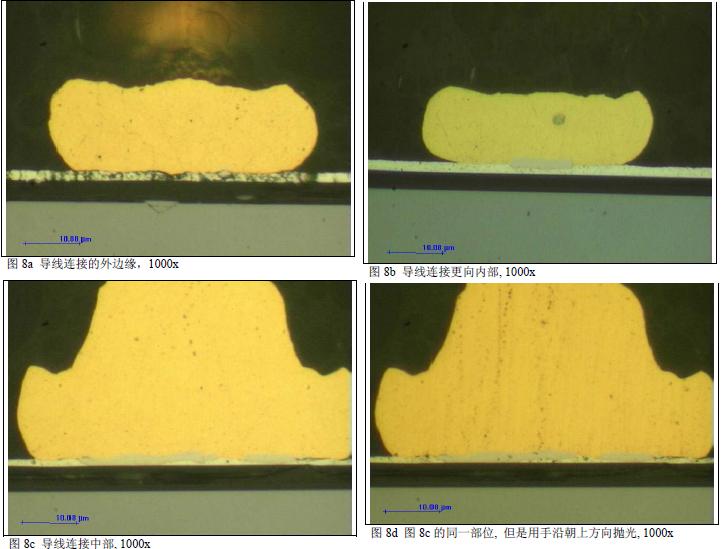
从图8a 导线连接的外边缘可以看出,此处轮廓看不到金属间化合物层。图8b中,另一试样的导线连接更向内部分,可以看到一层厚度非常均匀的金属间化合物层,其形状相当完整。到了图8c,如果再往深磨下去,金属间化合物层就不再象图8b 所示的那样完整,有些区域呈不连续状,厚度也不那么均匀。有人可能会认为金属间化合物产生了塑性流变并脱落,使其厚度不均匀。然而,根据从一点得出结论认为试样制备不好也不公平。我们是用相同的方法在同一台设备上制备从图8a 至图8c 所示的试样,如果的确发生了塑性流变,那么图8b 中的试样也应当会发生,其厚度就不会象我们所看到的那样均匀。此外,象图7a 和图7b 所示的导线连接分别是图6e 左侧和右侧的导线连接。这两个导线连接彼此相邻,并且使用相同的导线连接设备来制作这个IC,如果发生了塑性流变和脱落,至少金属间化合物层的形状应当是相似的。然而,二者的形状却很不相同。从这一事实我们可以推测,金属间化合物层的厚度和形状对于不同的连接和不同的轮廓都是不相同的。
此外,为了试验我们是否能“制造”某些塑性流变,将图8c 中的试样用手工方法向使用中等压力向上重新抛光。从图8d 可以看出,层的形状没有变化,也观察不到发生过塑性流变,除了由于金导线太软,上面有一些脏东西(也许是嵌入的)。另一方面,还发现更值得注意的事情。抛光后,在导线连接的上部只能看到很少量的划痕,而且在光学显微镜下很难看到。因此,使用
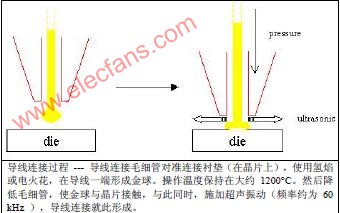
扫描电子显微镜(SEM)来观察,如图9(注:原文中没有此图)所示,其中的小草图示出无划痕层的形状。从这一间接现象,我们可以认为这一层的硬度要高于金导线上部的硬度*。如果我们更仔细地研究导线连接过程,我们又获得一个证据来证明无划痕区域是由于超声能和压力造成的加工硬化作用。
(*注: 这一加工硬化层的厚度只有大约10 微米。由于金本身是如此地软,在测定其硬度时,
即使使用最小的试验力,也几乎不可能使压痕对角线长小于10 微米)
检测截面显微组织的作用
检测截面显微组织对于常规质量控制和失效分析都是一项强有力的手段。通常情况下,在检测截面显微组织以前,先要进行无损检测。使用X-射线、超声扫描、红外显微镜等手段可以在不破坏产品的条件下找出失效的部位。但是如果我们要深入探究失效的准确机制和根本原因,就需要检测截面显微组织。因此,通常把检测截面显微组织看作是失效分析的最后手段。
显微组织照片图集

结论
由于人们低估了显微试样制备对于电子工业产品的重要性,因而限制了它的发展和应用。本文的内容主要集中在显微试样制备的定性应用,以后我们还要探讨它在定量基础上的应用。