 数控铣床主轴故障实例
数控铣床主轴故障实例
数控铣床硬件故障的维修实例及技巧,机械故障的维修实例及技巧,数控铣床的机械故障主要有主轴故障、滚珠丝杠副故障和导轨故障。
数控铣床的主轴是影响机床加工精度的主要部件,它的回转精度是影响工件加工精度的重要因素。主轴的功率大小与回转速度影响加工效率。它的自动变速、准停和换刀等影响机床的自动化程度。因此,要求主轴部件具有与本机床工作性能相适应的高回转精度、刚度、抗振性、耐磨性和低的温升。在结构上,必须很好地解决刀具和工件的装夹、轴承的配置、轴承间隙调整和润滑密封等问题。主轴的结构根据数控机床的规格、精度采用不同的主轴轴承。一般中、小规格数控铣床的主轴部件多采用成组高精度滚动轴承。典型数控铣床的主轴结构。主轴部件的主要故障现象有主轴噪声及发热、润滑油泄漏、刀具夹紧机构故障等。下面就几个实例进行分析。
1、主轴发热
一台xK5032型数控铣床,其主轴结构同图3—1类似。在使用中出现了主轴故障,主轴箱上端发热,并伴有很响的噪声。经拆卸检查发现,支承轴承由于长期受传动带力的作用已损坏,且有脏物在里面。清洗轴承发现轴承滚道有烧伤变色及磨损痕迹。维修方法为更换轴承,把上述损坏的轴承6010Rs更换后,故障消失。
2、主轴滴油
一台XK5025数控铣床的主轴在运转时,发生滴油泄漏。经拆卸检查,发现主轴油封损坏,更换油封后,故障消失。
3、主轴卸刀机构故障
某数控铣床的主轴刀具卸刀机构失灵,刀具不能夹紧。经检查发现波形弹簧压得不够紧,顺时针旋转压紧螺母,使其最大工作载荷达到说明书要求后,故障消除。
4、主轴变速齿轮挂挡故障
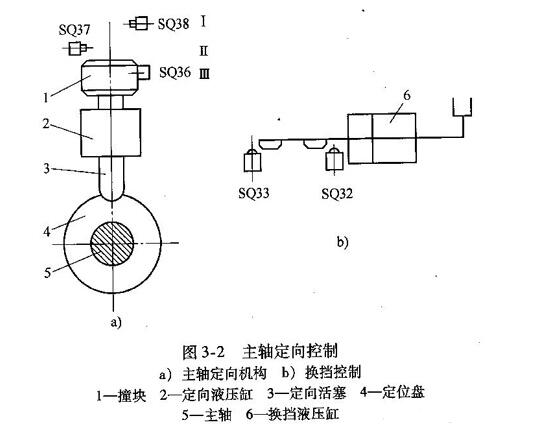
有些数控铣床通过齿轮换挡变速结合变频调速获得宽的调速范围,以适应不同加工的需求。某数控铣床主轴齿轮换挡是通过液压缸活塞带动拨叉来完成的。当收到主轴变速信号时,滑移齿轮不能正确地与相应的齿轮啮合,从而出现了挂不上挡的故障。根据分析,主轴变速齿轮的挂挡是与主轴的定向位置有直接关系的。主轴只有在接受齿轮挂挡信号后准确定向,挂挡方可顺利完成,新的转速指令s才能被执行。主轴定向控制如图1所示。
-
铣床
+关注
关注
1文章
34浏览量
11602 -
数控铣床
+关注
关注
0文章
31浏览量
7937
发布评论请先 登录
数控铣床编程实例
数控铣床加工实验
数控铣床的操作与加工实验
数控铣床的编程实验
数控铣床基本操作
数控铣床的作用有哪些
数控铣床与普通铣床的主要区别
数控加工中心与数控铣床最大的区别
浅析数控铣床和加工中心床之间的区别?
数控机床与数控铣床的相同之处有哪些
数控铣床主要用于加工什么零件
数控铣床的s指令是速度的指定参数吗
电源入口处防反接电路-汽车电子硬件电路设计
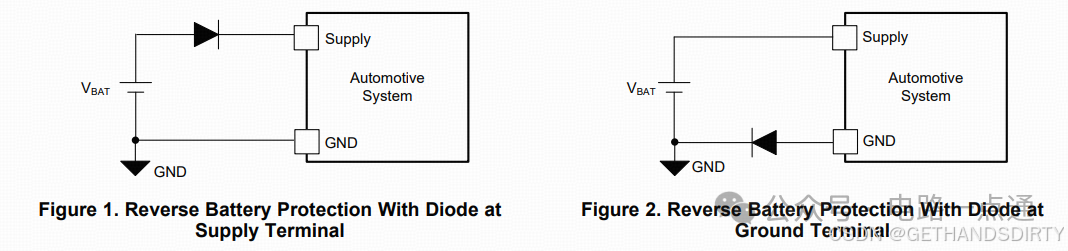
一、为什么要设计防反接电路电源入口处接线及线束制作一般人为操作,有正极和负极接反的可能性,可能会损坏电源和负载电路;汽车电子产品电性能测试标准ISO16750-2的4.7节包含了电压极性反接测试,汽车电子产品须通过该项测试。二、防反接电路设计1.基础版:二极管串联二极管是最简单的防反接电路,因为电源有电源路径(即正极)和返回路径(即负极,GND),那么用二极
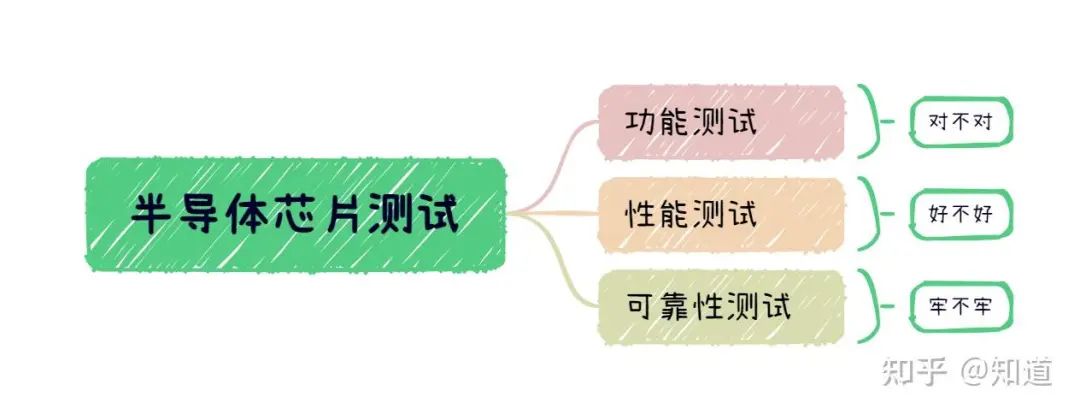
半导体芯片需要做哪些测试
首先我们需要了解芯片制造环节做⼀款芯片最基本的环节是设计->流片->封装->测试,芯片成本构成⼀般为人力成本20%,流片40%,封装35%,测试5%(对于先进工艺,流片成本可能超过60%)。测试其实是芯片各个环节中最“便宜”的一步,在这个每家公司都喊着“CostDown”的激烈市场中,人力成本逐年攀升,晶圆厂和封装厂都在乙方市场中“叱咤风云”,唯独只有测试显

解决方案 | 芯佰微赋能示波器:高速ADC、USB控制器和RS232芯片——高性能示波器的秘密武器!
示波器解决方案总述:示波器是电子技术领域中不可或缺的精密测量仪器,通过直观的波形显示,将电信号随时间的变化转化为可视化图形,使复杂的电子现象变得清晰易懂。无论是在科研探索、工业检测还是通信领域,示波器都发挥着不可替代的作用,帮助工程师和技术人员深入剖析电信号的细节,精准定位问题所在,为创新与发展提供坚实的技术支撑。一、技术瓶颈亟待突破性能指标受限:受模拟前端
硬件设计基础----运算放大器
1什么是运算放大器运算放大器(运放)用于调节和放大模拟信号,运放是一个内含多级放大电路的集成器件,如图所示:左图为同相位,Vn端接地或稳定的电平,Vp端电平上升,则输出端Vo电平上升,Vp端电平下降,则输出端Vo电平下降;右图为反相位,Vp端接地或稳定的电平,Vn端电平上升,则输出端Vo电平下降,Vn端电平下降,则输出端Vo电平上升2运算放大器的性质理想运算

ElfBoard技术贴|如何调整eMMC存储分区
ELF 2开发板基于瑞芯微RK3588高性能处理器设计,拥有四核ARM Cortex-A76与四核ARM Cortex-A55的CPU架构,主频高达2.4GHz,内置6TOPS算力的NPU,这一设计让它能够轻松驾驭多种深度学习框架,高效处理各类复杂的AI任务。
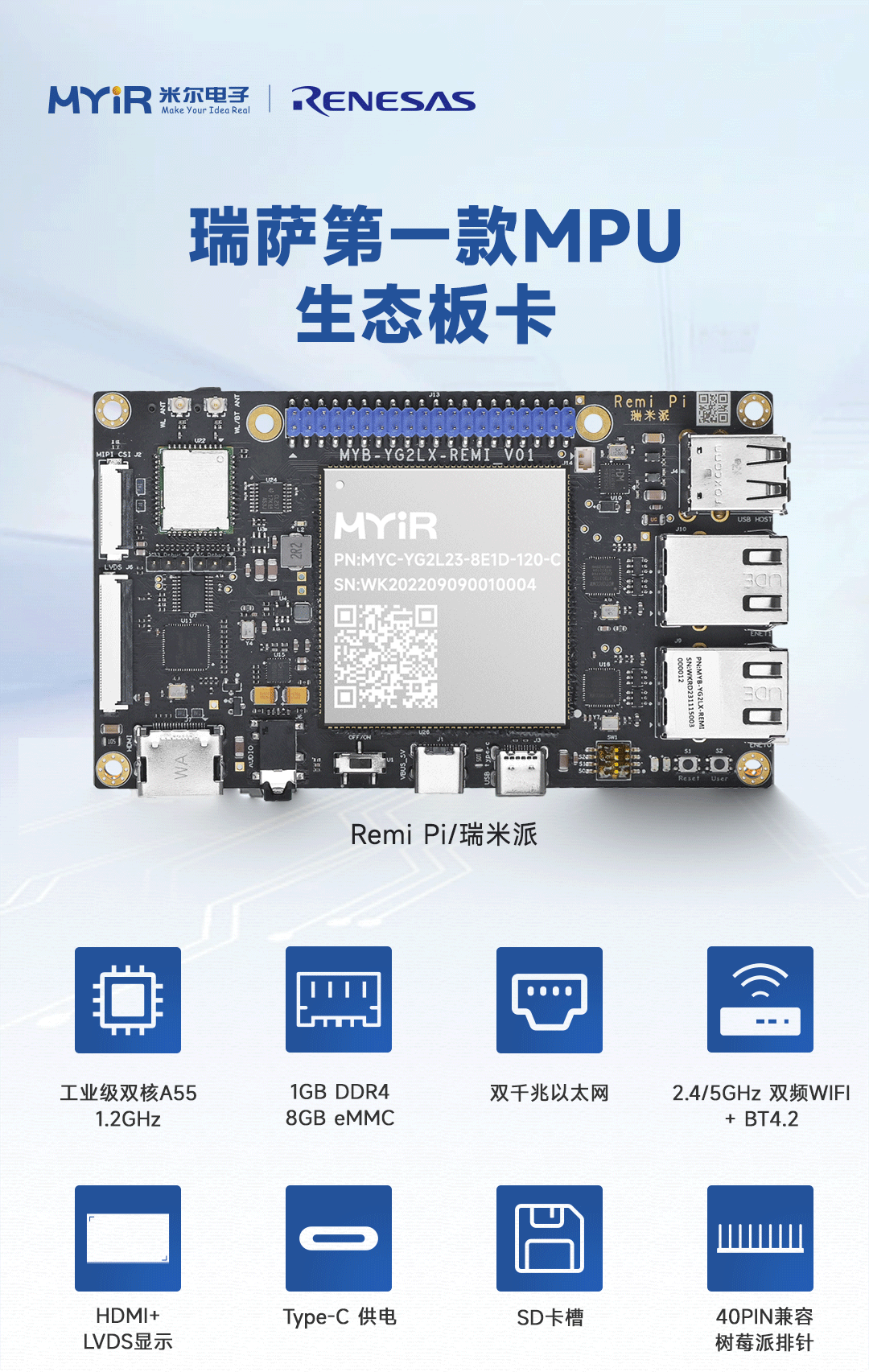
米尔基于MYD-YG2LX系统启动时间优化应用笔记
1.概述MYD-YG2LX采用瑞萨RZ/G2L作为核心处理器,该处理器搭载双核Cortex-A55@1.2GHz+Cortex-M33@200MHz处理器,其内部集成高性能3D加速引擎Mail-G31GPU(500MHz)和视频处理单元(支持H.264硬件编解码),16位的DDR4-1600/DDR3L-1333内存控制器、千兆以太网控制器、USB、CAN、
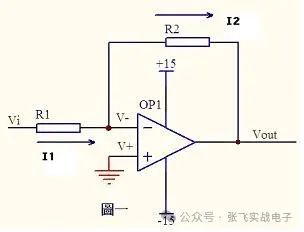
运放技术——基本电路分析
虚短和虚断的概念由于运放的电压放大倍数很大,一般通用型运算放大器的开环电压放大倍数都在80dB以上。而运放的输出电压是有限的,一般在10V~14V。因此运放的差模输入电压不足1mV,两输入端近似等电位,相当于“短路”。开环电压放大倍数越大,两输入端的电位越接近相等。“虚短”是指在分析运算放大器处于线性状态时,可把两输入端视为等电位,这一特性称为虚假短路,简称

飞凌嵌入式携手中移物联,谱写全国产化方案新生态
4月22日,飞凌嵌入式“2025嵌入式及边缘AI技术论坛”在深圳成功举办。中移物联网有限公司(以下简称“中移物联”)携OneOS操作系统与飞凌嵌入式共同推出的工业级核心板亮相会议展区,操作系统产品部高级专家严镭受邀作《OneOS工业操作系统——助力国产化智能制造》主题演讲。
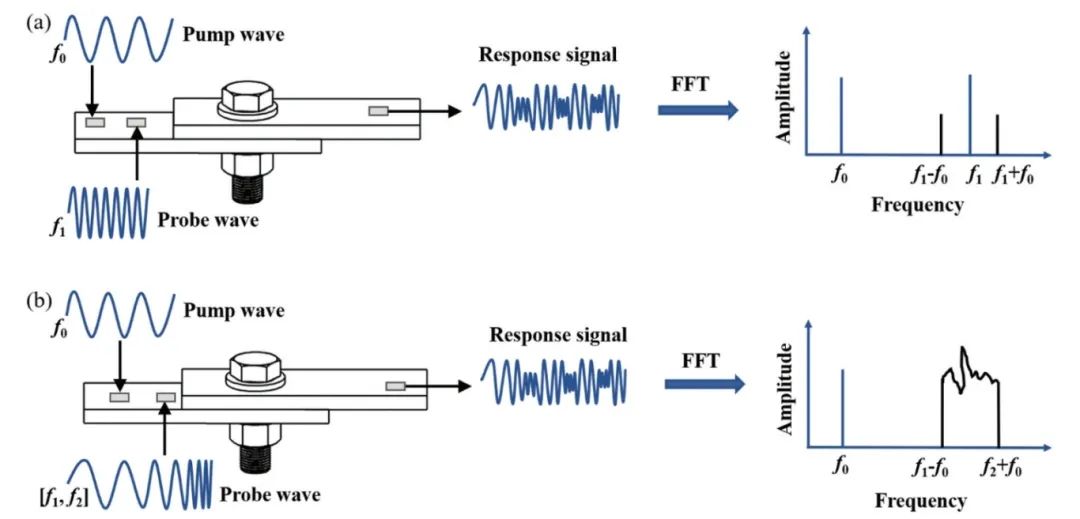
ATA-2022B高压放大器在螺栓松动检测中的应用
实验名称:ATA-2022B高压放大器在螺栓松动检测中的应用实验方向:超声检测实验设备:ATA-2022B高压放大器、函数信号发生器,压电陶瓷片,数据采集卡,示波器,PC等实验内容:本研究基于振动声调制的螺栓松动检测方法,其中低频泵浦波采用单频信号,而高频探测波采用扫频信号,利用泵浦波和探测波在接触面的振动声调制响应对螺栓的松动程度进行检测。通过螺栓松动检测
MOS管驱动电路——电机干扰与防护处理
此电路分主电路(完成功能)和保护功能电路。MOS管驱动相关知识:1、跟双极性晶体管相比,一般认为使MOS管导通不需要电流,只要GS电压(Vbe类似)高于一定的值,就可以了。MOS管和晶体管向比较c,b,e—–>d(漏),g(栅),s(源)。2、NMOS的特性,Vgs大于一定的值就会导通,适合用于源极接地时的情况(低端驱动),只要栅极电压达到4V或10V就可以

压敏(MOV)在电机上的应用剖析
一前言有刷直流电机是一种较为常见的直流电机。它的主要特点包括:1.结构相对简单,由定子、转子、电刷和换向器等组成;2.通过电刷与换向器的接触来实现电流的换向,从而使电枢绕组中的电流方向周期性改变,保证电机持续运转;3.具有调速性能较好等优点,可以通过改变电压等方式较为方便地调节转速。有刷直流电机在许多领域都有应用,比如一些电动工具、玩具、小型机械等。但它也存
硬件原理图学习笔记
这一个星期认真学习了硬件原理图的知识,做了一些笔记,方便以后查找。硬件原理图分为三类1.管脚类(gpio)和门电路类输入输出引脚,上拉电阻,三极管与门,或门,非门上拉电阻:正向标志作用,给悬空的引脚一个确定的状态三极管:反向三极管(gpio输出高电平,NP两端导通,被控制端导通,电压为0)->NPN正向三极管(gpio输出低电平,PN两端导通,被控制端导通,

TurMass™ vs LoRa:无线通讯模块的革命性突破
TurMass™凭借其高传输速率、强大并发能力、双向传输、超强抗干扰能力、超远传输距离、全国产技术、灵活组网方案以及便捷开发等八大优势,在无线通讯领域展现出强大的竞争力。

RZT2H CR52双核BOOT流程和例程代码分析
RZT2H是多核处理器,启动时,需要一个“主核”先启动,然后主核根据规则,加载和启动其他内核。本文以T2H内部的CR52双核为例,说明T2H多核启动流程。

干簧继电器在RF信号衰减中的应用与优势
在电子测试领域,RF(射频)评估是不可或缺的一部分。无论是研发阶段的性能测试,还是生产环节的质量检测,RF测试设备都扮演着关键角色。然而,要实现精准的RF评估,测试设备需要一种特殊的电路——衰减电路。这些电路的作用是调整RF信号的强度,以便测试设备能够准确地评估RF组件和RF电路的各个方面。衰减器的挑战衰减器的核心功能是校准RF信号的强度。为了实现这一点,衰





 工商网监
工商网监
评论