 电机的绕组分类与特征解析
电机的绕组分类与特征解析
绕组是电动机的关键部件,也是比较容易受损的环节。它受电感,热和机械振动以及环境因素的影响。绕组是决定YE3电动机寿命和运行可靠性的主要因素。绕组成本是电机总成本的主要组成部分。缠绕中使用的材料受市场经济的影响很大。
因此,提高绕组的寿命特别重要。绕组制造技术包括线圈制造,绕组安装和绝缘处理。手动操作,劳动强度大,质量难以稳定。因此,正确掌握YE3电动机绕组制造技术,提高绕组的质量和使用寿命是YE3电动机制造商的一项重要任务。
电枢绕组安装在电枢铁芯(或定子铁芯)的槽中。根据其结构和制造方法,可分为软绕组和硬绕组。
1软绕组
软绕组由绝缘圆形导体缠绕。通常用于带半封闭槽的小型电动机,工作电压不超过500伏。绕组可以制成单层或双层,其中一个线圈边缘散布在单层的每个槽中,两个线圈边缘散布在双层的每个槽中。从技术分析来看,建议对10千瓦以下的小型交流电动机使用单层绕组,因为插槽中没有层间绝缘,插线方便。槽空间利用率良好,但绕组的端部彼此重叠并且不容易成形。对于10kW以上的电动机,磁芯的内径较大,并且更常使用双层绕组,因为它可以选择合适的短节距来减弱谐波磁势,并且绕组端部布置得整齐。
此外,交流电动机中还有单层和双层混合绕组和Y-delta混合绕组。在单层和双层混合绕组中,凹槽的一部分是单层的,凹槽的另一部分是双层的。与具有相同短距离的双层绕组相比,绕组端连接更短,这对于2P电机更有利。
在Y-delta混合绕组中,每个极和相的线圈分为两种类型,即三角形和Y形。两个线圈的匝数和直径是不同的。当插入线圈时,两个线圈交替分布。连接时,三角形系统和Y形系统分开连接,然后混合成连接方法。这种绕组可以消除磁势中的高次谐波分量,提高基波分布系数。然而,两个绕组的插入布线很麻烦并且容易出错,因此过程管理非常重要。
软绕组可根据不同的安装方式分为嵌入式软绕组,绕组软绕组和穿透软绕组。
(1)当手动操作嵌入式软绕组时,多圈散射线圈通过槽嵌入芯槽中。主要用于小型交流电动机和小型直流电枢的定子或绕组转子。机械化安装技术已被推广用于小型定子的大规模生产。
(2)WOUND-IN软绕组的绝缘圆形导线直接缠绕在芯槽中,主要用于直流电枢或极点较少的交流转子。通常,使用手动上发条。对于大规模生产直流电枢或转子绕组,使用特殊的插入机器。
(3)穿透软绕组的核心是闭合凹槽或半闭合凹槽,凹槽宽度小于嵌入直径,导体是绝缘圆形导线或绞合线,其穿过凹槽的两端转动轮流。接线工作非常繁重,仅适用于特殊电机,如中频电机和充水式潜水电机。
2硬绕组
硬绕组由形成的线圈组成,线圈由绝缘扁平导体或导体制成。根据不同的批量方法,它可以分为嵌入式和插件式。
(1)嵌入式绕组的铁芯为开槽或半开槽,绕组元件为多圈或单圈成型线圈。多匝成型线圈用于开口槽时,一般已包好对地绝绝缘,并经绝缘处理。当用于半开槽时,线圈由双绝缘扁线形成,它们分成槽并组装成插槽。
单侧成形线圈可分为两种类型:全环形线圈和半环形线圈。全圆型用于中型直流电枢,半圆型用于大型汽轮发电机和水力发电机。
通常,单侧成形线圈具有大的导体横截面,其由多个绝缘扁平导体组成并且在特殊模具或成形设备上弯曲。对于导体超过300 kW的大型发电机,沟槽中的漏磁场将导致导体电流分布不均匀并增加绕组损耗。为了克服这个缺点,线圈通常通过换位编织由多个绝缘扁平导体制成。
(2)插入硬线圈芯为闭合槽或半闭合槽,绕组元件为半线圈杆。当用于异步电动机的绕组转子时,线圈导体由铜条弯曲。开始弯曲一端,另一端在形成之前插入凹槽中。对于大型电机定子,有些采用渐开线半圆换位线圈编织,插入槽后用平行头套焊接。插入式绕组还用于异步电动机的鼠笼式绕组,同步电动机的阻尼绕组或起动绕组,以及大型直流电动机的补偿绕组。
极绕组安装在磁极的磁芯上。根据所用的不同材料和缠绕方法,可分为两种类型:绝缘线缠绕(圆形或扁平线)和带状缠绕。带状绕组可分为扁平绕组(宽侧弯曲)和扁平绕组(窄侧弯曲)。
绕组制造工艺随结构而变化。软绕组制造的关键在于散装绕组。以嵌入式软绕组为例,其主要制造工艺是绕组线圈散射线布线检查绝缘处理。硬绕组制造是线圈制造的关键。根据不同的绝缘结构和加工工艺,线圈的制造方法也不同。以开槽嵌入式硬盘绕组为例,其主要制造工艺为梭式或波形线圈凸出成型匝间绝缘胶凝处理组件,以接地绝缘热压成型检查绕组插入检查。
编辑:lyn
-
电机
+关注
关注
143文章
9222浏览量
148023 -
绕组
+关注
关注
2文章
530浏览量
20139
原文标题:【分析】电机的绕组类型和特征
文章出处:【微信号:motorcontrol365,微信公众号:电机控制设计加油站】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
新型电机绕组理论与设计
单线圈与双线圈电机的区别及应用解析

电机绕组受潮有哪些常见迹象
启动绕组与运行绕组的区别是什么
电枢绕组的作用是什么? 电枢绕组是怎么绕的
励磁绕组、电枢绕组作用?放置的位置情况?
励磁绕组和电枢绕组的作用是什么
励磁绕组的基本概念、工作原理、分类及应用
电枢绕组和励磁绕组阻值的影响因素
电机的六大分类形式
发电机励磁绕组的作用有哪些

瑞萨RA8系列教程 | 基于 RASC 生成 Keil 工程
对于不习惯用 e2 studio 进行开发的同学,可以借助 RASC 生成 Keil 工程,然后在 Keil 环境下愉快的完成开发任务。

共赴之约 | 第二十七届中国北京国际科技产业博览会圆满落幕
作为第二十七届北京科博会的参展方,芯佰微有幸与800余家全球科技同仁共赴「科技引领创享未来」之约!文章来源:北京贸促5月11日下午,第二十七届中国北京国际科技产业博览会圆满落幕。本届北京科博会主题为“科技引领创享未来”,由北京市人民政府主办,北京市贸促会,北京市科委、中关村管委会,北京市经济和信息化局,北京市知识产权局和北辰集团共同承办。5万平方米的展览云集

道生物联与巍泰技术联合发布 RTK 无线定位系统:TurMass™ 技术与厘米级高精度定位的深度融合
道生物联与巍泰技术联合推出全新一代 RTK 无线定位系统——WTS-100(V3.0 RTK)。该系统以巍泰技术自主研发的 RTK(实时动态载波相位差分)高精度定位技术为核心,深度融合道生物联国产新兴窄带高并发 TurMass™ 无线通信技术,为室外大规模定位场景提供厘米级高精度、广覆盖、高并发、低功耗、低成本的一站式解决方案,助力行业智能化升级。

智能家居中的清凉“智”选,310V无刷吊扇驱动方案--其利天下
炎炎夏日,如何营造出清凉、舒适且节能的室内环境成为了大众关注的焦点。吊扇作为一种经典的家用电器,以其大风量、长寿命、低能耗等优势,依然是众多家庭的首选。而随着智能控制技术与无刷电机技术的不断进步,吊扇正朝着智能化、高效化、低噪化的方向发展。那么接下来小编将结合目前市面上的指标,详细为大家讲解其利天下有限公司推出的无刷吊扇驱动方案。▲其利天下无刷吊扇驱动方案一
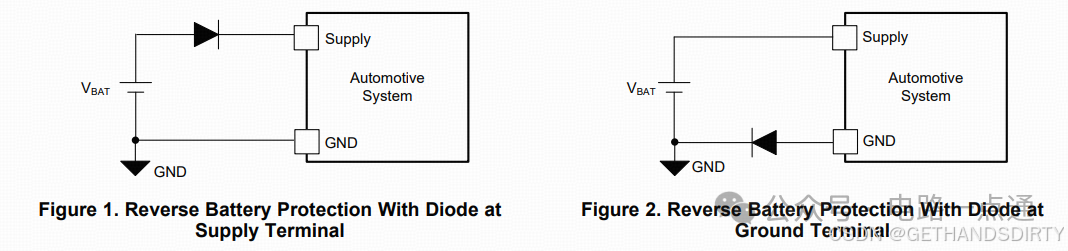
电源入口处防反接电路-汽车电子硬件电路设计
一、为什么要设计防反接电路电源入口处接线及线束制作一般人为操作,有正极和负极接反的可能性,可能会损坏电源和负载电路;汽车电子产品电性能测试标准ISO16750-2的4.7节包含了电压极性反接测试,汽车电子产品须通过该项测试。二、防反接电路设计1.基础版:二极管串联二极管是最简单的防反接电路,因为电源有电源路径(即正极)和返回路径(即负极,GND),那么用二极
半导体芯片需要做哪些测试
首先我们需要了解芯片制造环节做⼀款芯片最基本的环节是设计->流片->封装->测试,芯片成本构成⼀般为人力成本20%,流片40%,封装35%,测试5%(对于先进工艺,流片成本可能超过60%)。测试其实是芯片各个环节中最“便宜”的一步,在这个每家公司都喊着“CostDown”的激烈市场中,人力成本逐年攀升,晶圆厂和封装厂都在乙方市场中“叱咤风云”,唯独只有测试显

解决方案 | 芯佰微赋能示波器:高速ADC、USB控制器和RS232芯片——高性能示波器的秘密武器!
示波器解决方案总述:示波器是电子技术领域中不可或缺的精密测量仪器,通过直观的波形显示,将电信号随时间的变化转化为可视化图形,使复杂的电子现象变得清晰易懂。无论是在科研探索、工业检测还是通信领域,示波器都发挥着不可替代的作用,帮助工程师和技术人员深入剖析电信号的细节,精准定位问题所在,为创新与发展提供坚实的技术支撑。一、技术瓶颈亟待突破性能指标受限:受模拟前端
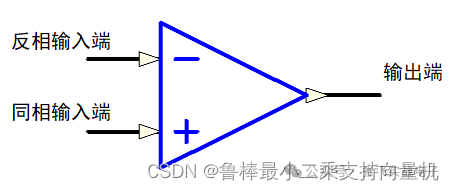
硬件设计基础----运算放大器
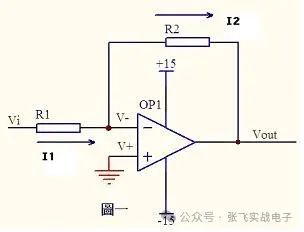
1什么是运算放大器运算放大器(运放)用于调节和放大模拟信号,运放是一个内含多级放大电路的集成器件,如图所示:左图为同相位,Vn端接地或稳定的电平,Vp端电平上升,则输出端Vo电平上升,Vp端电平下降,则输出端Vo电平下降;右图为反相位,Vp端接地或稳定的电平,Vn端电平上升,则输出端Vo电平下降,Vn端电平下降,则输出端Vo电平上升2运算放大器的性质理想运算

ElfBoard技术贴|如何调整eMMC存储分区
ELF 2开发板基于瑞芯微RK3588高性能处理器设计,拥有四核ARM Cortex-A76与四核ARM Cortex-A55的CPU架构,主频高达2.4GHz,内置6TOPS算力的NPU,这一设计让它能够轻松驾驭多种深度学习框架,高效处理各类复杂的AI任务。
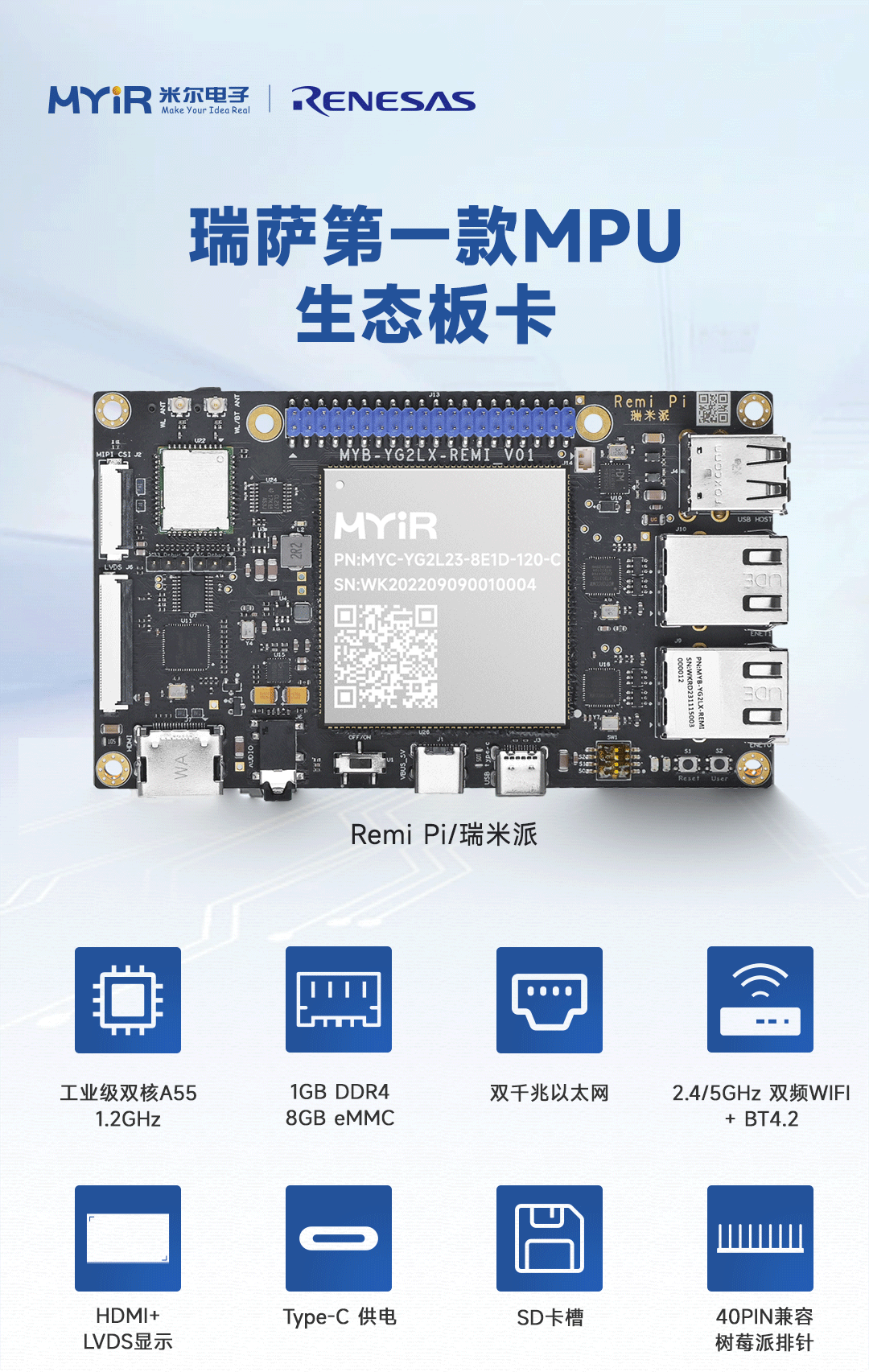
米尔基于MYD-YG2LX系统启动时间优化应用笔记
1.概述MYD-YG2LX采用瑞萨RZ/G2L作为核心处理器,该处理器搭载双核Cortex-A55@1.2GHz+Cortex-M33@200MHz处理器,其内部集成高性能3D加速引擎Mail-G31GPU(500MHz)和视频处理单元(支持H.264硬件编解码),16位的DDR4-1600/DDR3L-1333内存控制器、千兆以太网控制器、USB、CAN、
运放技术——基本电路分析
虚短和虚断的概念由于运放的电压放大倍数很大,一般通用型运算放大器的开环电压放大倍数都在80dB以上。而运放的输出电压是有限的,一般在10V~14V。因此运放的差模输入电压不足1mV,两输入端近似等电位,相当于“短路”。开环电压放大倍数越大,两输入端的电位越接近相等。“虚短”是指在分析运算放大器处于线性状态时,可把两输入端视为等电位,这一特性称为虚假短路,简称

飞凌嵌入式携手中移物联,谱写全国产化方案新生态
4月22日,飞凌嵌入式“2025嵌入式及边缘AI技术论坛”在深圳成功举办。中移物联网有限公司(以下简称“中移物联”)携OneOS操作系统与飞凌嵌入式共同推出的工业级核心板亮相会议展区,操作系统产品部高级专家严镭受邀作《OneOS工业操作系统——助力国产化智能制造》主题演讲。
ATA-2022B高压放大器在螺栓松动检测中的应用
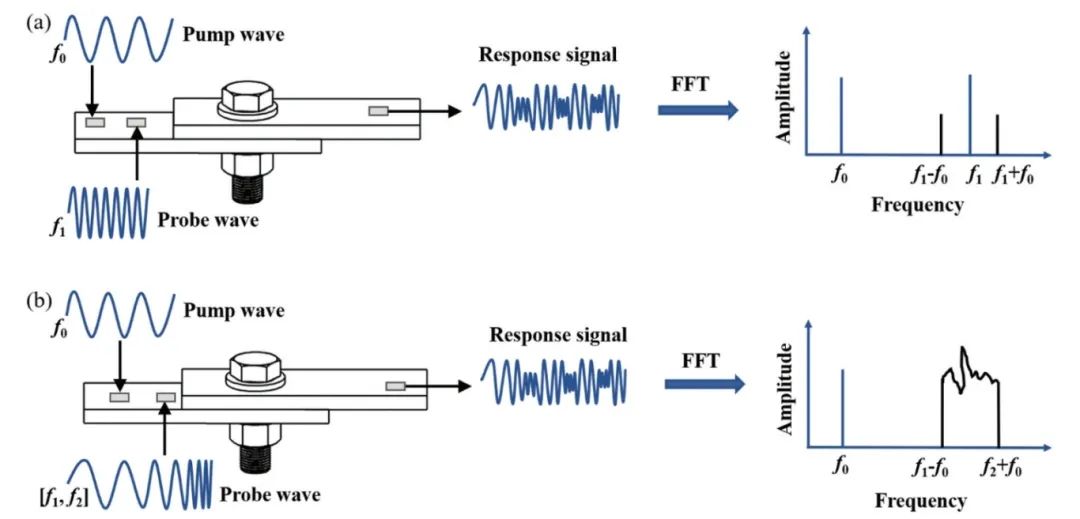
实验名称:ATA-2022B高压放大器在螺栓松动检测中的应用实验方向:超声检测实验设备:ATA-2022B高压放大器、函数信号发生器,压电陶瓷片,数据采集卡,示波器,PC等实验内容:本研究基于振动声调制的螺栓松动检测方法,其中低频泵浦波采用单频信号,而高频探测波采用扫频信号,利用泵浦波和探测波在接触面的振动声调制响应对螺栓的松动程度进行检测。通过螺栓松动检测
MOS管驱动电路——电机干扰与防护处理
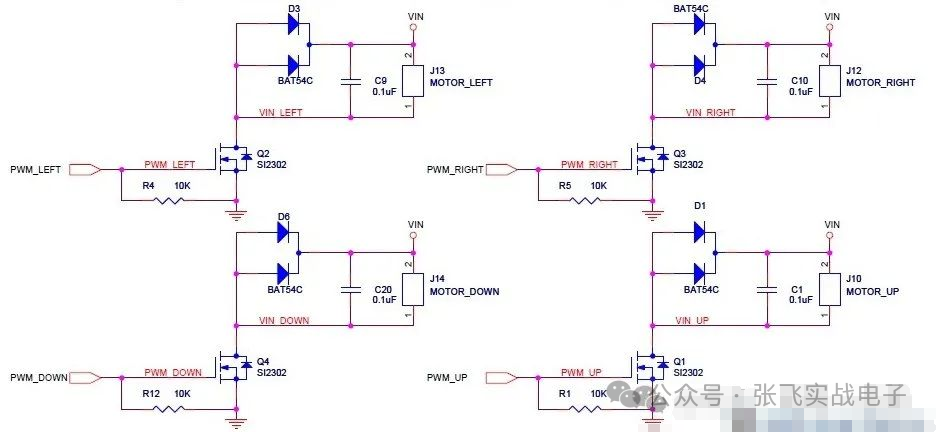
此电路分主电路(完成功能)和保护功能电路。MOS管驱动相关知识:1、跟双极性晶体管相比,一般认为使MOS管导通不需要电流,只要GS电压(Vbe类似)高于一定的值,就可以了。MOS管和晶体管向比较c,b,e—–>d(漏),g(栅),s(源)。2、NMOS的特性,Vgs大于一定的值就会导通,适合用于源极接地时的情况(低端驱动),只要栅极电压达到4V或10V就可以

压敏(MOV)在电机上的应用剖析
一前言有刷直流电机是一种较为常见的直流电机。它的主要特点包括:1.结构相对简单,由定子、转子、电刷和换向器等组成;2.通过电刷与换向器的接触来实现电流的换向,从而使电枢绕组中的电流方向周期性改变,保证电机持续运转;3.具有调速性能较好等优点,可以通过改变电压等方式较为方便地调节转速。有刷直流电机在许多领域都有应用,比如一些电动工具、玩具、小型机械等。但它也存





 工商网监
工商网监
评论