 电子发烧友App
电子发烧友App


1 引言
锂电池极片压延辊压机如图片1所示。压延钢棍把薄厚不均的电池极片卷材经过压轧制得高密度均质级片材料,提高电池的容量。在压延钢辊的两侧分别有一个控制“斜铁”的伺服系统,“斜铁”的作用是控制轧辊的位置,是保证轧制工艺的基础。根据轧辊位置调整轧制液压,控制轧辊在极片上面的轧制压力值。传统的 “斜铁”是采用步进电机伺服系统控制方式,控制精度受到限制,极片上面的压力完全靠人工经验来判断和实现液压调整。
2 系统设计
整个机器的工作是控制张力的收放卷流程。关于收放卷横张力控制部分采用台达BW系列变频器,已经测试成功,本文着重介绍20PM运动控制器应用部分。
2.1 工艺技术指标
(1)保持极片在收卷的过程中保持张力恒定。
(2)保证斜铁走位的准确,压力给定的准确。
(3)最高线速度为30米/分,最低线速度为0米/分。
2.2 系统原理设计
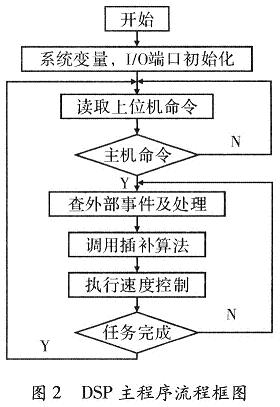
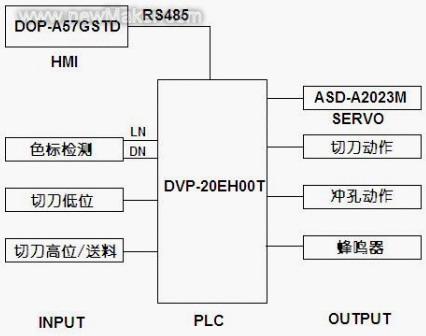
极片压延辊压机自动化系统基于台达机电技术平台。配套PLC包括主机DVP16EH00T2和扩展模块DVP-20PM00D;DVP04AD-H2;DVP04DA-H2;DVP08SN。触摸屏人机界面DOP-A10THTD。系统架构如图2所示。
PLC控制器DVP16EH00T2主要是实现对从站模块的控制,通过自身的数字量的点和20PM所带的数字量点实现对收卷、放卷、报警、整机启动、整机停止、切边、纠偏控制器等多个点的控制。DVP-20PM00D运动控制器完成对两轴伺服“斜铁”的精确控制,模拟量模块是实现液压部分电压信号的采集,然后通过PLC处理后再输出控制。
2.3运动控制模块简介
台达DVP-20PM00D运动控制扩展模块的最大特点是直接提供电子凸轮功能,或者说DVP-20PM00D是内置电子凸轮功能的PLC,所以有些场所直接称呼DVP-20PM00D为台达20PM运动控制器。选择20PM的原因就是因为20PM是专用的运动控制模块,这块模块不但同时可以控制双伺服,而且有双手摇轮输入,并且模块本体还带有8入8出的数字量控制点等诸多因素,这样可以大幅度提升产品在市场上的竞争能力。
台达DVP-20PM00D采用高速双CPU结构形式,利用独立CPU处理运动控制算法,可以很好地实现各种运动轨迹控制、逻辑动作控制,直线/圆弧插补控制,并且可以接入手摇轮,高速脉冲输出可以达到500KHZ,可以作为主机也可以作为从机,灵活性更高。
3 运动控制编程设计
3.1 卷材牵引
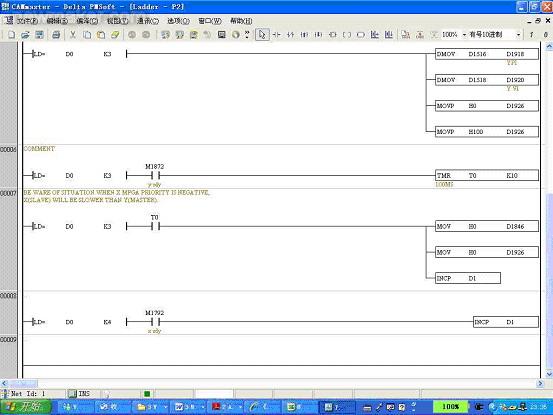
主牵引传动采用VFD370B43B变频器实现。变频器的DFM数字频率输出,通过PLC的SPD指令采集变频器的工作频率,然后在程序里面转换成单位为“米/分钟”的数据从而达到在人机界面上面的显示:
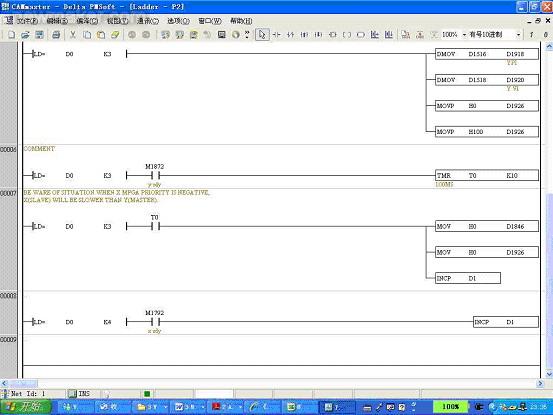
程序部分如下:















 工商网监
工商网监
评论