 电子发烧友App
电子发烧友App


一、车床的型号
机床均用汉拼音字母和数字,按一定规律组合进行编号,以表示机床的类型和主要规格。
车床型号C6132的含义如下:
C——车床类;6——普通车床组;1——普通车床型;
32——最大加工直径为320mm。
老型号C616的含义如下:
C——车床;6——普通车床;16——主轴中心到床面距离的1/10,即中心高为160mm。
二、车削运动和车床的用途
为了使车刀能够从毛坯上切下多余的金属,车削加工时,车床的主轴带动工件作旋转运动,称主运动;车床的刀架带动车刀作纵向、横向或斜向的直线移动,称进给运动。通过车刀和工件的相对运动,使毛坏被切削成一定的几何形状、尺寸和表面质量的零件,以达到图纸上所规定的要求。
在机械加工车间中,车床约占机床总数的一半左右。车床的加工范围很广,主要加工各种回转表面,其中包括端面、外圆、内圆、锥面、螺纹、回转沟槽、回转成形面和滚花等。普通车床加工尺寸精度一般为IT10~IT8,表面粗糙度值Ra=6.3~1.6μm。
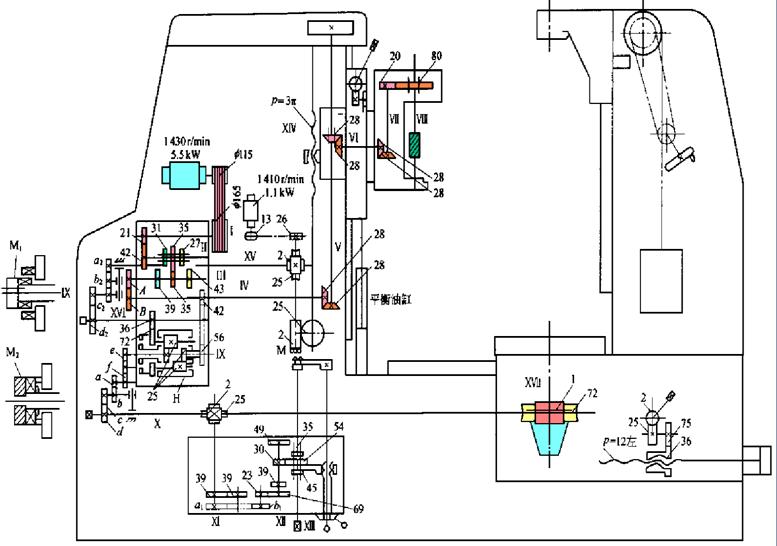
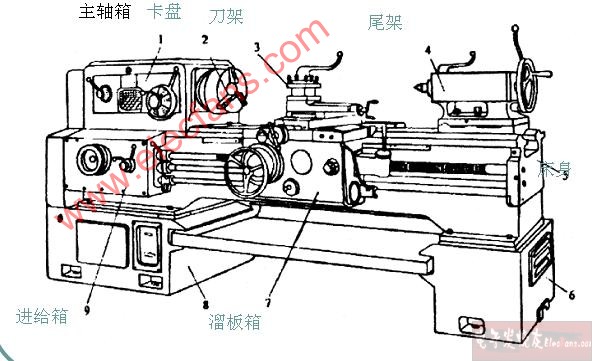
三、C6132(或C616)车床的组成部分及其功用
C6132车床由床身、床头箱、变速箱、进给箱、光杆、丝杆、溜板箱、刀架、床腿和尾架等部分组成。
1.床身:是车床的基础零件,用来支承和安装车床的各部件,保证其相对位置,如床头箱、进给箱、溜板箱等。床身具有足够的刚度和强度,床身表面精度很高,以保证各部件之间有正确的相对位置。床身上有四条平行的导轨,供大拖板(刀架)和尾架相对于床头箱进行正确的移动,为了保持床身表面精度,在操作车床中应注意维护保养。
2.床头箱(主轴箱):用以支承主轴并使之旋转。主轴为空心结构。其前端外锥面安装三爪卡盘等附件来夹持工件,前端内锥面用来安装顶尖,细长孔可穿入长棒料。C6132车床主轴箱内只有一级变速,其主轴变速机构安放在远离主轴的单独变速箱中,以减小变速箱中的传动件产生的振动和热量对主轴的影响。
3.变速箱:由电动机带动变速箱内的齿轮轴转动,通过改变变速箱内的齿轮搭配(啮合)位置,得到不同的转速,然后通过皮带轮传动把运动传给主轴。
4.进给箱 又称走刀箱,内装进给运动的变速齿轮,可调整进给量和螺距,并将运动传至光杆或丝杆。
5.光杆、丝杆:将进给箱的运动传给溜板箱。光杆用于一般车削的自动进给,不能用于车削螺纹。丝杆用于车削螺纹。
6.溜板箱:又称拖板箱,与刀架相联,是车床进给运动的操纵箱。它可将光杆传来的旋转运动变为车刀的纵向或横向的直线进给运动;可将丝杆传来的旋转运动,通过“对开螺母”直接变为车刀的纵向移动,用以车削螺纹。
7.刀架:用来夹持车刀并使其作纵向、横向或斜向进给运动。它包括以下各部分。
(1)大拖板(大刀架、纵溜板) 与溜板箱连接,带动车刀沿床身导轨纵向移动,其上面有横向导轨。
(2)中溜板(横刀架、横溜板) 它可沿大拖板上的导轨横向移动,用于横向车削工件及控制切削深度。
(3)转盘 它与中溜板用螺钉紧固,松开螺钉,便可在水平面上旋转任意角度,其上有小刀架的导轨。
(4)小刀架(小拖板、小溜板) 它控制长度方向的微量切削,可沿转盘上面的导轨作短距离移动,将转盘偏转若干角度后,小刀架作斜向进给,可以车削圆锥体。
(5)方刀架 它固定在小刀架上,可同时安装四把车刀,松开手柄即可转动方刀架,把所需要的车刀转到工作位置上。
8.尾架:安装在床身导轨上。在尾架的套筒内安装顶尖,支承工件;也可安装钻头、铰刀等刀具,在工件上进行孔加工;将尾架偏移,还可用来车削圆锥体,使用尾架时注意:
1)用顶尖装夹工件时,必须将固定位置的长手柄扳紧,尾架套筒锁紧。
2)尾架套筒伸出长,一般不超过100mm。
3)一般情况下尾架的位置与床身端部平齐,在摇动拖板时严防尾架从床身上落下,造成事故。
四、C6132(或C616)车床各部分的调整及其手柄的使用
C6132车床采用操纵杆式开关,在光杆下面有一主轴启闭和变向手柄当手柄向上为反转,向下为正转,中间为停止位置。
1.主轴转速的调整 主轴的不同转速是靠床头箱上变速手轮与变速箱上的长、短手柄配合使用得到的。变速手传输线有低速I和高速II两个位置,长手柄有左、右两个位置,短手柄有左、中、右三个位置,它们相互配合使用,可使主轴获得28.5~1430r/min 12种不同的转速(详见床头箱上的主轴转速表)。
操作和使用时应注意:
1)必须停车变速,以免打坏齿轮。
2)当手柄或手轮板不到正常位置时,要用手扳转卡盘。
3)为了安全操作,转速不高于360r/min。
2.进给量的调整 进给量的大小是靠变换配换齿轮及改变进给箱上两个手传输线的位置得到的。其中一手轮有5个位置。另一手轮有4个位置。当配换齿轮一定时,这两个手轮配合使用,可以获得20 种进给量。更换不同的配换齿轮。可获得多种进给量(详见进给箱上的进给量表)。
离合手柄是控制光杆和丝杆转动的,一般车削走刀时,使用光杆,离合手柄向外拉;车螺纹时,使用丝杆、离合手柄向里推。
3.手动手柄的使用 顺时针摇动纵向手动手柄,刀架向右移动;逆时针摇动,刀架向左移动。顺时针摇动横向手动手柄,刀架向前移动;逆时针摇动,刀架向后移动。
4.自动手柄的使用 使用光杆时,当换向手轮处于“正向”(-)位置时,抬起纵向自动手柄,刀架自动向左进给;抬起横向自动手柄,刀架自动向前进给。使用丝杆时,向下按开合螺母手柄,向左自动走刀车削右旋螺纹。当换向手柄处玩弄“反向”(-)位置时,上述情况正好相反。当换向手柄处于“空档” (O)位置时,纵、横向自动进给机构失效。
5.其它手柄的使用,当需要刀具短距离移动时,可使用小刀架手柄。装刀和卸刀时,需要使用方刀架锁紧手柄。注意:装刀、卸刀和切削时,方刀架均需锁紧,此外,尾架手轮用于移动尾架套筒,手柄用于锁紧尾架套筒。












 工商网监
工商网监
评论